汽车行业供应链体系涵盖零件加工、中间产品和最终产品制造、物流运输以及将产品交付给用户的全过程。为提高产品竞争力和谋求更大发展空间,需要打造精益化供应链体系,本文按照供应链的阶段属性,将汽车供应链划分为生产链和营销链两部分,并围绕各自特点对其精益策略进行了深入分析。
企业为提高产品竞争力,谋求更大生存和发展空间,普遍的做法是“内外兼修”,即对外“开源”:通过产品创新和性价比提升来扩大市场份额,实现增收;对内“节流”:通过贯彻精益思想、杜绝生产经营中的浪费,实现降本。
供应链体系与产品的成本、质量与交付密切相关,对企业的“开源”和 “节流”有重要影响。汽车行业的供应链体系涵盖零件加工、中间产品和最终产品制造、物流运输以及将产品交付给用户的全过程,是将供应商、制造商、物流商、销售商、最终用户连成一个整体的网链状结构。优秀的供应链可以通过各环节(子系统)的高效协同,在谋求实现整体效应最佳化的同时,更好地满足企业内外部面临的需求。
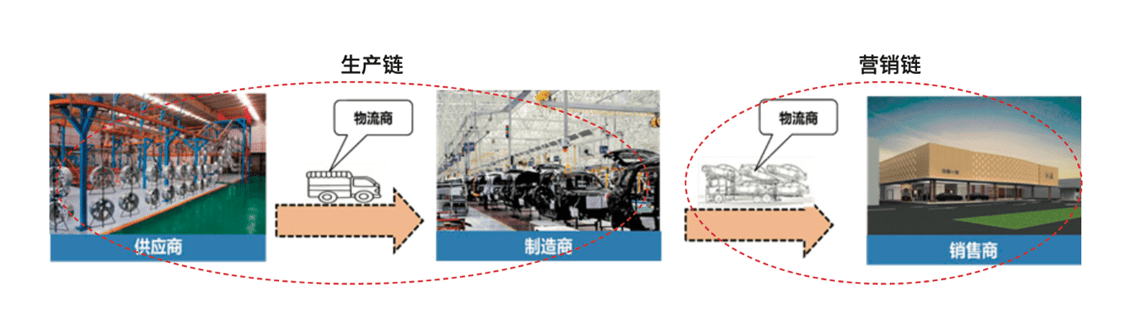
为更好地描述相关内容,按照供应链的阶段属性,本文将汽车供应链划分为两部分:生产链和营销链(如图1所示)。中国数字化转型网www.szhzxw.cn
生产链主要包括(零部件)供应商,(整车)制造商和负责生产用物料运输、存储的物流商;
营销链主要包括(整车及备件)销售商(包含最终用户)和负责商品车存储、运输的物流商。
一、精益化的供应链
精益的供应链是以精益思想为指导,在兼顾眼前利益和长远利益、局部利益和全局利益的基础上,通过持续改善、削减浪费,满足市场(用户)对产品在质量、价格、交付和服务等方面的需求。
1. 精益的生产链
精益的生产链就是各环节消除浪费、高效协同、均衡发展的生产链。丰田汽车公司归纳出生产链中存在“七种浪费”:①制造过多(早)的浪费;②库存的浪费;③搬运的浪费;④不良品的浪费;⑤等待的浪费;⑥加工的浪费;⑦动作的浪费。这“七种浪费”以不同形式、不同程度存在于生产链的各个环节之中,必须通过全员的持续改善逐渐加以削减(浪费无法彻底消除,所以改善没有止境)。
构建精益的生产链的核心是确保生产链主体行为的精益化,即制造商、供应商和物流商的管理模式精确匹配和运营模式高效协同,进而实现投入与产出的同步精益。首先,体现在生产模式上。在“以销定产”的大前提下,建立规范的生产秩序(体现在生产计划锁定、平准化生产、生产计划兑现率等方面);其次,在物流模式上,运用合理的物流模式(体现在“订单分割”、“循环取货”等模式运用和准时化、标准化信息化等方面),实现资源配置和作业效率的最优化;第三,严格推行“自働化”。这里的 “自働化”指的是生产线(设备)能够像人员值守一样“自动”检测到生产过程中发生的异常,为了防止因异常而生产不良品导致生产线自动停止运行。在精益理念中,杜绝生产过程中产生的品质不良。永远是精益的生产链的重要组成部分。中国数字化转型网www.szhzxw.cn
2. 精益的营销链
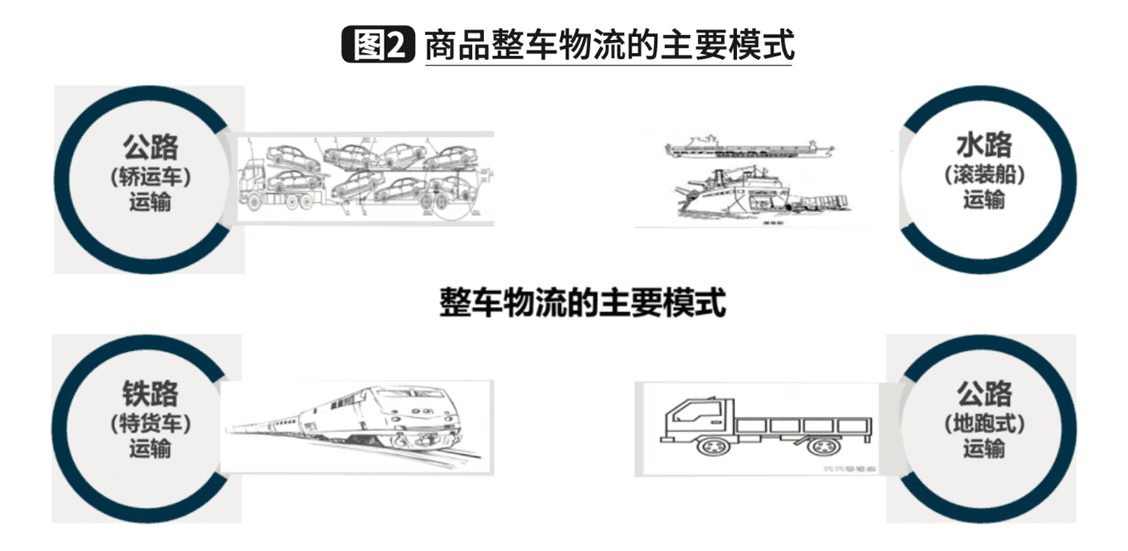
精益的营销链,就是将商品整车从制造商以精益的方式(主要体现为各环节的“零库存”)运送至销售商并完成向用户交付的营销链。商品车的运输模式主要有四种(如图2所示):公路轿运车运输、铁路专用笼式运输、水路滚装船运输和单台驾驶运输(俗称“地跑”)。这四种方式各具特点:
(1)公路轿运车运输,可实现点对点运输,限制条件较少,灵活高效;
(2)铁路专用笼式运输,可实现大批量集约运输,物流成本低,但受路线与辅助设施(装卸设备、装卸平台、存储区域等)影响较大,也受营销模式(订单提前释放、分拨中心作业)等条件制约;
(3)水路滚装船运输,同样可以大批量集约运输,物流成本低,绿色环保,但受水资源分布与辅助设施及营销模式影响较大;
(4)地跑物流模式,一般适用于大型载重车、客车等运输,实现单辆份、点对点运输,灵活快捷,但是效率较低,也无法实现“零公里”交付。一般情况下,实现商品车从制造商交付到销售商的运输方式会应用上述四种方式中的一种或几种的组合。中国数字化转型网www.szhzxw.cn
精益的营销链的理想状态是从制造商整车下线到——-经销商各环节的“零库存”。由于受消费习惯、营销政策等方面的影响,无论制造商还是经销商,都会建立一定的商品车库存,以应对销量的季节性(销售领域有“金九银十”的说法)和政策性(法规、税收等调整)波动,以充足的资源满足市场的需要。围绕着物流的Q、C、D(质量、成本、交付)核心要素指标的优化,通过多式联运、分拨中心存储和物流商之间的资源(回程资源、包装器具、信息资源等)合作等形式,提高营销链的精益性。
二、生产链的精益策略
在生产线车型平准化和适度的生产计划锁定周期的前提下,供应商和制造商可以合理配置资源,均衡地组织生产;物流商可以精确制定集货路线和集货时刻表(也称“早见表”),实现“高积载率”的准时化运输;制造商实施订单分割模式(一天的产量平均分割成N等分,每一分割也被称为一个订单。考虑到内物流的作业时间和不同包装数量的因素,一般以24分割、36分割和48分割较为常见),确保“多频次、小批量”均衡、精益地集货;推行P链(Progress Lane,也称为P-Lane,过程链)模式可以有效吸纳订单分割后各批次的零部件,将计划供给转化成进度供给,确保生产线侧的“零”库存;生产、物流信息系统确保计划执行与物料筹措的准时化;包装器材标准化、运输器材标准化、出货方式标准化、现场作业标准化保证了物流运营中货品的品质,同时也使物流计划可量化、可评价、可调整,为体系的数字化升级奠定了基础。
1. 生产计划锁定
供应商和制造商的生产计划分为年度计划、月度计划和周度执行计划。
年度生产计划是企业生产经营的战略目标之一,是平衡该年度市场需求、生产能力、物料供给等多方要素的最终结果,是制造商、供应商和物流商年度生产的指导性纲领,主要内容包括计划期的产量计划与进度计划,其目的是充分、合理地利用、配置生产资源,指导关联方长周期物料的生产准备,并根据生产需要精准匹配人力资源,做好人员的针对性培训和制定生产设备的检修、保养等。
月度计划和周度执行计划是企业为实现年度目标的实施路径。合理的计划锁定期对精益生产链至关重要。产品的竞争需要汽车生产企业构建柔性化的生产链(较短的计划锁定期),以提升对市场需求的反应速度,更好地满足交付需求;同时,产品的竞争又需要汽车生产企业构建稳定的生产链(较长的计划锁定期),通过刚性的生产计划减少生产准备、生产组织和集货路线、集货效率频繁变动产生的浪费,满足成本需求。生产计划锁定期就是在这种“二律背反”中寻求的平衡点。
生产计划锁定期取决于周期最长的零部件的前置时间(L/T,Lead Time,是指从制造商发出订单到收到该订单对应货物的间隔时间,通常以天数或小时计算)。由于地理分布的原因,各供应商的前置时间不尽相同(如图3所示)。
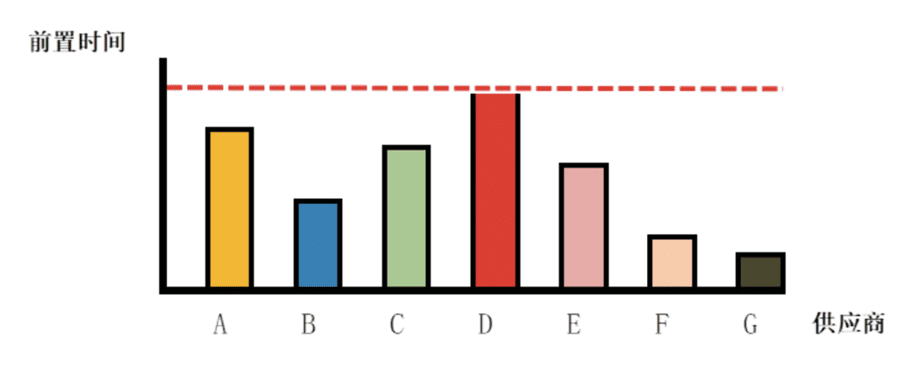
图中所示的供应商D的前置时间最长,为了保证生产链的精益性,将会重点考虑这个因素,制定合理的生产计划锁定期。例如,在上世纪九十年代,国内一些与欧洲企业合资的企业,由于CKD零件的前置时间是90天左右,所以生产计划锁定周期一般是三个月:三个月前海外订货,三个月后交付使用,期间的生产计划无法调整(只能调整三个月之后的物料订单,也就是三个月后的生产计划)。目前的管理手段已使L/T大幅度缩短,但是,如果过分追求柔性化,将会影响生产秩序和物流秩序的稳定性(需要频繁调整集货路线,频繁测算、核定所配置的资源),甚至需要增加大量库存储备以应对变动,这是与精益化的理念相违背的。因此,保证必要的生产计划锁定期,平衡好刚性锁定与柔性制造的关系,对构建精益生产链将是十分重要的。中国数字化转型网www.szhzxw.cn
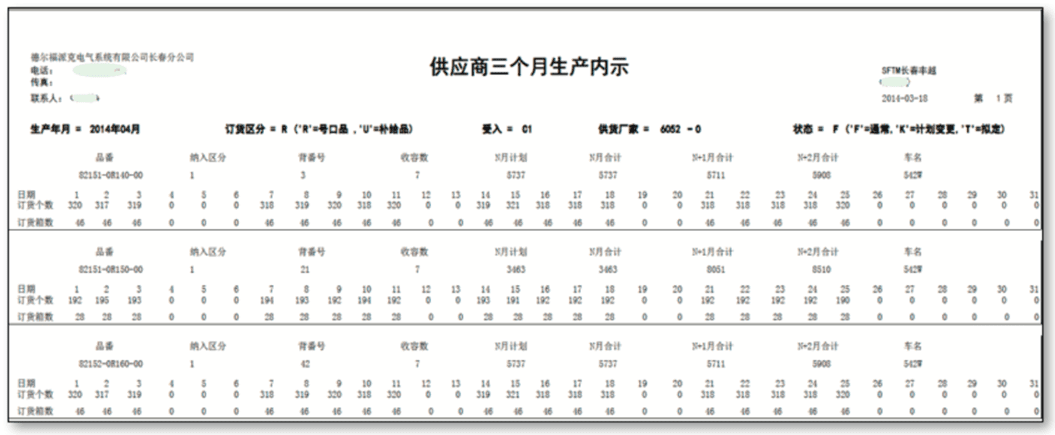
目前,一汽丰田的合资企业还保持着锁定三个月生产周期车型的做法,每月向供应商发送未来三个月的《内示计划》(图4是一汽丰田公司某工厂向供应商发送的某零部件的《内示计划》)。《内示计划》对该供应商生产的每种零部件当月每天的需求数量和下两个月每种零部件的需求总量进行告知,供应商可依此制定生产计划、进行资源准备、组织生产制造和仓储发货等工作。《内示计划》可以反映出制造商在“生产计划锁定期”、“生产平准化”和“生产计划兑现率”等方面的管理水平,也是生产链精益化水平的一个重要标志。
2. 平准化生产
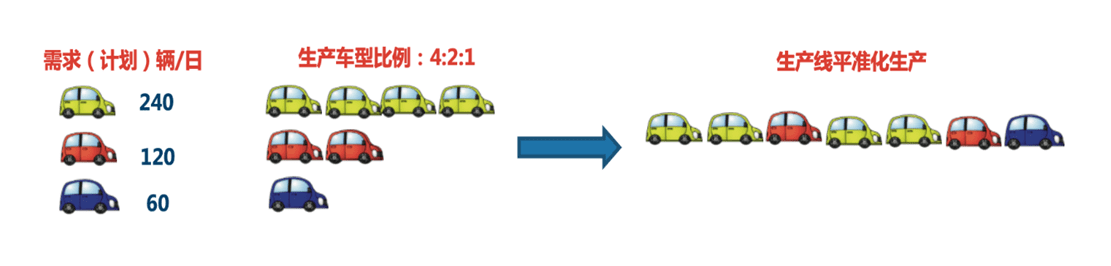
平准化生产分为生产数量平准化和车型排列平准化。生产数量的平准化指的是在编排生产计划时要确保每个工作日内生产的车辆数量相同;车型排列的平准化,指的是生产线一定生产周期内(一小时或更短的时间间隔)生产制造的各种细分车型排布均匀,数量相等(如图5所示)。这样均衡的生产对制造商和供应商而言,可以精确地进行设备、人员、面积等资源配置,避免出现剩余和不足等浪费现象;对物流商而言,平准化的生产可以使外物流(循环取货)的集货卡车处于稳定和较高的积载状态,同时也可以保证内物流的物料配送作业量均衡、稳定,实现人力资源的科学配置和设备能力充分发挥,杜绝“资源闲置”和“作业等待”等浪费的现象发生。中国数字化转型网www.szhzxw.cn
3. 生产计划兑现率
生产计划兑现率,指的是单位时间内(例如一小时)计划通过总装生产线的车辆型号与实际通过的车辆型号的符合程度。计划兑现率以百分数表示,计算公式为:计划兑现率=(单位时间内与计划相符的车型数量)/(单位时间内计划的车型数量)× 100%。即生产计划对号率?
由于大多数生产链的物料供给采用“前补充物流模式”(由“后补充物流模式”演变而来,按照既定的生产计划,根据 “时间窗”管理原则,提前向供应商发出要货指示的物流模式,这种物流模式的特点是可以有效控制物料库存,实现存储与配送的精益化),所以,生产计划兑现率直接影响物料“溢出”与“欠品”的发生频次。
由于在焊装车间、涂装车间等因质量等原因“跳线”车、质量评审的抽检车和特殊工艺(如“双色车身”喷涂)等原因,致使实际车序与计划车序产生偏差,计划兑现率难以实现100%。大多数制造商的做法是建立“涂后车身存储库”,对“离线”的车身补偿,还原计划车序,确保进入总装车间的车身与计划时间上吻合、种类上匹配,顺利实现零部件与对应车身的完美“约会”。中国数字化转型网www.szhzxw.cn
4. 准时化
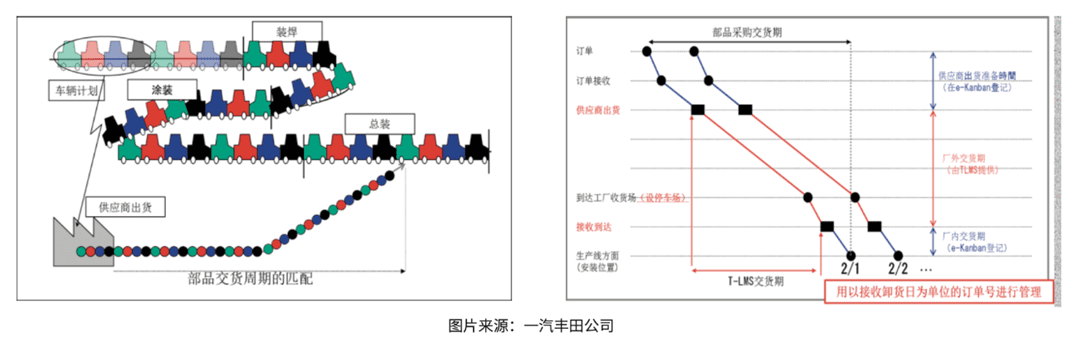
准时化(Just in Time)作业是精益生产链的核心要素之一。在精益生产链体系中,不仅需要供应商的零部件与(虚拟)生产线的车序完美匹配,更需要“抵达时间”精确吻合。图6(左)是一汽丰田供应商零部件出货顺序与生产工厂车序匹配的示意图。通过零部件种类与整车装配需求的高度一致,杜绝了零部件的“欠品”与“溢出”;图6(右)是物流商信息流周期与实物流周期的推移示意图,通过对零部件全过程的时间窗管理,实现不同 “工程深度”(零部件装配工位与总装车间起始工位的距离)零部件的准时化到达,确保了制造商生产过程的“零库存”。需要指出的是,因为物流 “多频次、小批量” 的精益配送方式中整包装零部件数量为最小批量单元,所以在相邻的两次配送之间生产线还是会存放一定数量的零部件。同时,为了应对零部件既存的质量问题和生产装配过程产生的不良品,都需要在生产线侧的部品棚内存放少量的零部件。因此,这里所说的“零库存”是广义的零库存。
5. 标准化
标准化指的是对重复性的事物,通过制定和实施标准达到统一,以获得最佳秩序和社会效益。从中国古代的“车同轨、书同文”,到现代的ISO(International Standard Organization,国际标准化组织),都表明标准化是人类文明进步的成果,是改进产品、过程和服务的适用性,促进技术合作、实现共赢的基础和保障。
生产作业的标准化,是将每一道操作程序和每一个动作进行分解,通过对动作细节、单元的分析,找出“浪费点”,并依此对作业过程进行改善,逐步达到安全、准确、高效、省力的作业效果。精益理念中,改善的过程就是:复杂的作业简单化,简单的作业标准化,标准的作业持续化。所以,制造商和供应商共同推进标准作业并使之巩固,是生产制造环节不断提升精益化水平的重要举措之一。标准作业很重要,关乎节拍能否实现,按时产出。中国数字化转型网www.szhzxw.cn
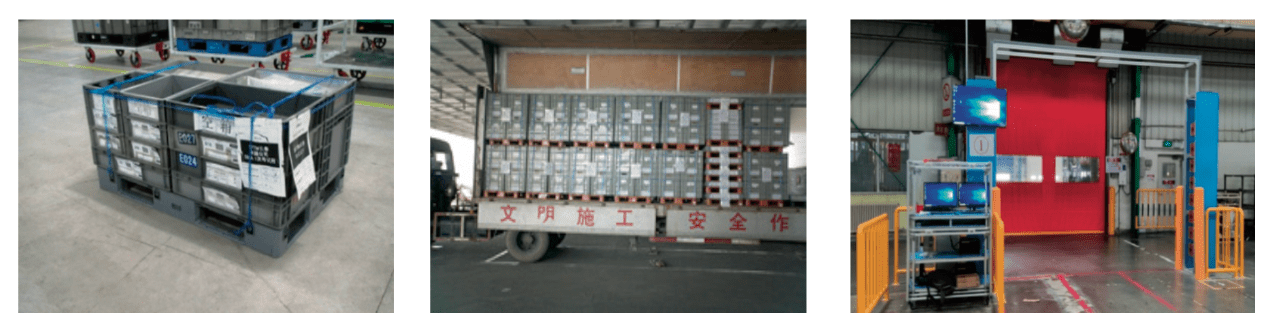
物流作业的标准化,指的是在包装器材标准化、运输器材标准化和出货模式标准化的基础上,通过作业(驾驶、装卸、码放、储存、配送等)的标准化,打造精益化的物流体系。图7(左)是采用EU箱(欧洲标准物流箱)组合码放成为货托(顶层空箱填平,便于多层叠放)的实景图。EU箱不仅安全环保、可循环使用,不同型号箱种还可以实现自由组合码放,形成标准货托提升外物流集货卡车的积载效率(图7中),降低物流成本。同时,随着数字化技术和智能化产品的推广应用,包装标准化也支撑了自动验收(图7右)、智能存储和智能分拣等作业,提升了作业效率,为物流体系的“数智化”升级提供了有力的支撑。
6. 合理的物流模式
精益生产链中,生产物流环节所追求的目标,就是通过“多频次、小批量”和“定量不定时”的集货、供给手段,实现资源占用最小化、改善核心要素指标。通过订单分割、循环取货、物流早见表、单辆份供给(SPS,Set Parts Supply)、活用中继地等物流运行模式的成功运用,为物流环节精益化提供支撑和保障。
(1)“前补充”物流集货模式
在柜台存放一定数量的商品,然后根据该商品的出售情况由仓库向柜台补充等数量的该商品,这就是超市基本的补充商品的逻辑。受这一原理的启发,丰田汽车公司发明了汽车生产线物料“后补充”(意即“先消耗,后补充”)物流模式。从精益思想的角度,“后补充”物流模式存在着两方面的“瑕疵”:①平时需要在柜台保持存放一定数量的商品,存在“等待型”浪费的情况;②由于对消费情况无法准确判断,会出现该商品在柜台上断货的情况,影响营业秩序,导致用户满意度下降甚至丢失部分市场。随着技术的发展和管理水平的提升,以“前补充”(意即“在零部件消耗前进行精准补充”)物流模式取代 “后补充”物流模式,实现生产物流模式精益化水平的飞跃成为必然。“前补充”物流模式原理如图8所示:销售商与制造商原则上每月都要综合平衡市场需求与生产要素之间的关系,形成《(月度)车辆需求计划》,制造商依此制定《(月度)生产计划》,并向供应商和物流开放,以便提前开展诸如物料采购、生产组织和物流路线规划、编制《早见表》(其简要说明内容见下节)等相关工作。中国数字化转型网www.szhzxw.cn
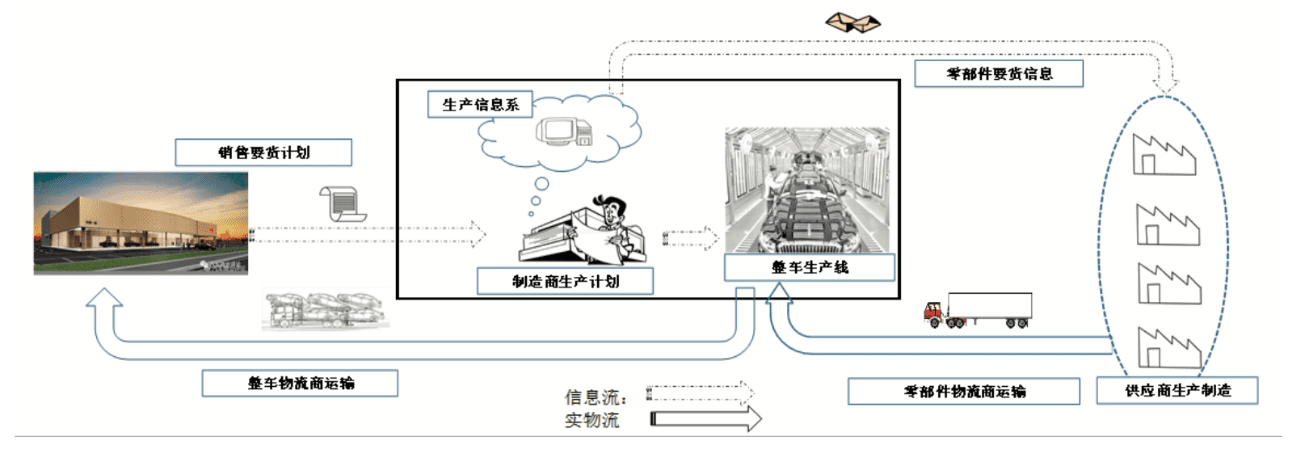
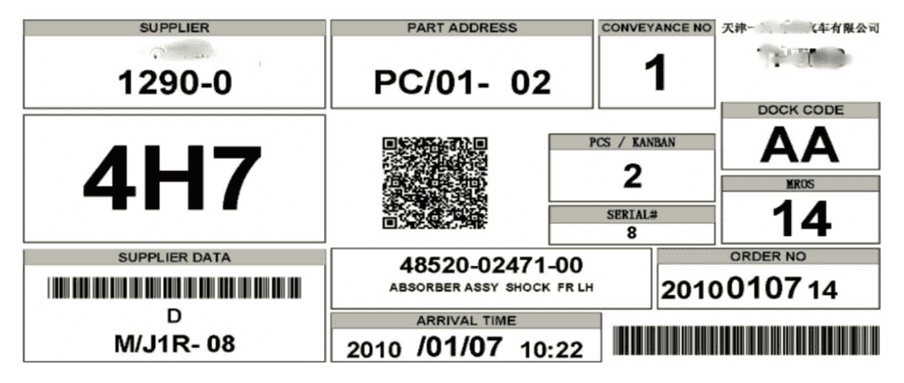
如图6(左)所示,“前补充”模式的运行步骤开始于制造商按照《(月度)生产计划》按照车型与产量“平准化原则”在信息系统内生成“虚拟生产线”的过程。制造商根据物流周期(供应商的生产准备按照《内示计划》要求)、零部件装配的工程深度、订单分割实际等向供应商发送要货信息(信息载体为电子看板,结构与内容如图9所示),确保提前发注的要货信息(比如在焊装车间或涂装车间的信息采集点)在约定的时间与总装的特定工位精准匹配抵达。
“前补充”物流模式无需以定量的库存应对生产需要,可以真正实现“必要时刻、必要数量”的准时化供给,它比后补充物流模式更能体现“零库存”的精益理念,但它同时对生产计划(要货信息发注点)与实际生产的吻合率(也称“兑现率”)要求也比较严格,对制造商的生产制造管理水平和信息化水平的要求也比较高。(前补充是更高级精益)
(2)订单分割模式
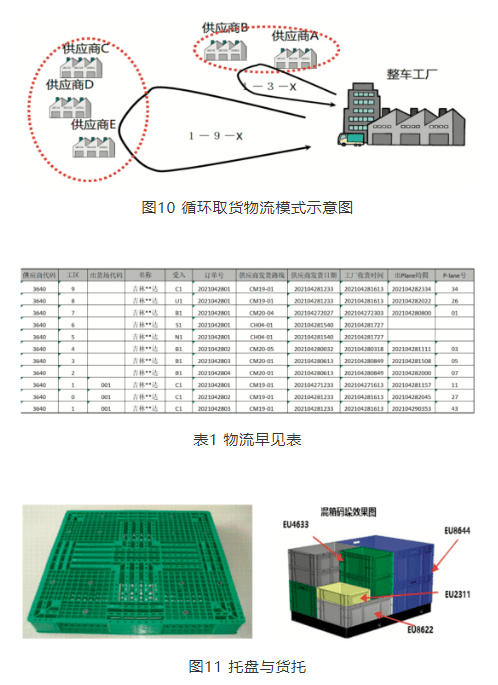
在平准化生产的前提下,每一个“订单分割”(把工厂一天的生产任务平均划分成若干等分,每一等分为一个订单)中,所包含的各供应商的零部件种类和货量基本相同。这是实现“多频次、小批量”集货供给和精益配备车辆、人员、场地等资源的基础。根据制造商生产的车型比例和供应商的地理分布,物流商需策划确定包含多条集货路线的零部件的循环取货方案(如图10所示),并形成《物流早见表》(如表1所示,该表也称“集货时刻表”),主要包含订单号、集货路线、发货时刻和进入制造商的卸货口、P链号等信息,用以指导供应商出货作业和司机集货运输作业。中国数字化转型网www.szhzxw.cn
供应商按照看板(箱标签)的信息,将同一订单的零部件包装箱(EU箱)在标准托盘(图11左,L×W=1000mm×800mm)上边缘对齐码放(高度不超过一米),顶层不平齐时用空箱填平,形成便于叠加码放的货托(图11右)。供应商根据制造商的要货信息(收发清单)和早见表进行不同订单的发货准备,物流商(集货卡车司机)根据早见表的指示,按照集货路线和集货时刻顺序依次到集货路线上各供应商装载零部件(同时返回前一个集货循环时产生的空箱),准时运送到整车工厂规定的卸货口,装载需要返回供应商的空箱,开始下一循环的集货作业。考虑到集货卡车的装载效率(也称“积载率”),每一条集货路线都会根据各供应商出货的货量体积,采取“提前集货”的方式对后续一个或几个订单的零部件一并装载,经过生产工厂验收后再按照订单的分割情况进入到不同的P链(如图12所示)。
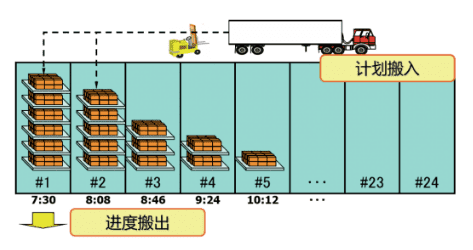
P链的每一条链道对应一个“订单分割”中的订单。由于提前纳入的时间跨度不会很大(会产生作业等待),所以某一时刻正在入货的链道,其一定间隔后的若干条链道在一定时间间隔内将处于空闲状态。为减少P链对面积的占用,P链的物理链数要远低于分割数,以增加链循环的频次。
P链具备两大功能:“零部件储蓄”与“过程转换”。“储蓄”功能指的是将外物流集货的零部件暂存,实现提升积载率和生产现场“零库存”的平衡;“转换”功能指的是P链(将零部件)自供应商“按计划”搬入(入链)转化为根据生产线的作业状态“按进度”搬出(供给)。由此可以看出,订单分割与P链共同作用,实现了“多频次、小批量”运输与高积载率的平衡。在信息系统的指示下,P链链道内的零部件按照生产进度顺序搬出(也称“出链”),实现了“定量不定时(按需)”的精益化物料供给。“入链”的“货托”是同一供应商生产的供给生产线不同装配工位的零部件,原则上“出链”的货托需要根据其中每种零部件的装配工位进行分选,然后根据配送路线送达生产线的装配工位。现在,对货托码放进行了改善:同一配送路线的零部件码放在同一货托上,省略了分选作业。
(3)批量供给模式与辆份供给模式
“出链”的零部件按照生产进度搬出,实现物流配送模式的“小批量”与“多频次”的平衡,同时也实现了供给作业与生产线的作业进度同步,附加作业量最少、供给模式最精益。不过,批量供给模式也需要一定的前提条件。一方面,它需要在生产线侧设置该工位装配的所有零部件存放的部品棚,以应对不同车型生产时,生产线作业人员从中选择使用对应的零部件;另一方面,需要生产线的作业人员可以在节拍内完成除装配作业外的识别、拣选、返空箱等附加作业。当生产线混流生产的车型较多时,生产线侧的某个“瓶颈”工位可能无法安放足够的部品棚,或者某些作业人员无法在节拍内完成所有的作业内容,再或者是由于环境的原因,一些相似的零部件识别困难,经常发生“错漏装”等质量事故。这时就需要采取辆份供给模式来解决这些局部的问题,提升全局的作业效率。中国数字化转型网www.szhzxw.cn
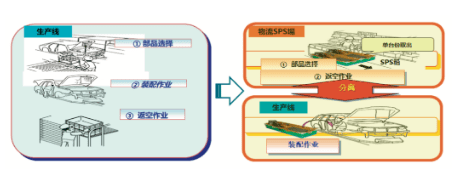
SPS模式是在汽车制造业广为应用的物流方式之一,是典型的牺牲局部精益换取全局精益的案例之一。通过在工厂内择地建设SPS分拣场,根据生产线的车序对个别工位实施顺序对应的零部件配送,实现“空间置换”,解决生产线侧无法安放足够数量部品棚的问题;通过对生产线作业者作业内容实施分离(如图13所示),解决生产节拍内无法完成作业内容的问题;通过零部件选择环境的改变,提高相似零部件选择的精确性,杜绝“错漏装”的质量事故。
(4)准时化排序供给模式
准时化排序供给模式主要分为“顺引(供应商排序)”和“顺建(制造商排序)”。顺引是指由供应商将零部件按照制造商生产线的车序进行排序并供给制造商的物流模式;顺建是指制造商对按照生产计划批量筹措的零部件根据生产线车序在工厂内排序后配送至生产线的物流模式(如图14所示)。
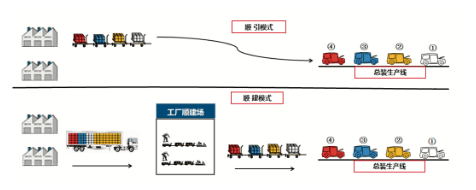
顺引和顺建物流模式都会降低制造商对生产车间内存储资源占用,是资源紧张的工厂经常采用的物流模式之一。目前,各整车工厂基本上对轮胎、座椅、动力总成等占用存储空间比较大的总成实施顺引,而对于工程深度不足(总装生产线靠前的工位)的零部件,尽管同样是占用工厂存储空间较大的零部件,但由于物流反应周期较短,无法实现在供应商处排序后供给制造商,一般都会根据制造商的生产计划批量筹措零部件,然后在工厂的生产车间附近选择合适的场地建设排序区(顺建场),按照生产线车序排序后进行准时化供给。中国数字化转型网www.szhzxw.cn
(5)中继地(集散中心)模式
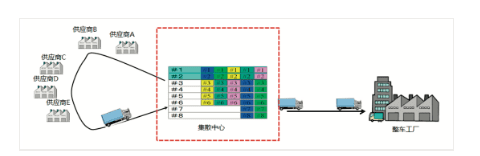
中继地,也称为集散中心、中转库,是不同场合下经常采用的基本物流模式之一(图15所示)。中继地解决的是远距离且批量小的供应商集货和制造商的内部物流存储面积不足的问题。例如,在长春的某个整车制造商,由于各种原因,少部分供应商分布在广州地区,这部分供应商提供的零部件体积小,使用量低,无法按照精益的方式直接进行循环取货。对此,采取的措施是:对当地(广州地区)的供应商进行循环取货,为提升集货积载率,每次循环集货可以满足制造商多日的生产使用。为了实现对制造商供货的频次和批量,在中转库内也需要根据生产计划进行批次分割,一方面控制制造商的到货数量,另一方面也可以保证物流商长途运输的积载率。制造商的对策是在工厂内设置部品棚,对来自中转库的零部件进行暂存,根据生产进度混入批量供给的零部件运送到生产线。另外一种情况就是,在工厂附近设立的中转库可以解决工厂内物流区面积不足的问题。因工厂内物流面积原因,无法实现循环取货模式下全品种的零部件的定量存放,甚至工厂内没有充足的面积设置P链,这些情况也需要启用中转库,在其中设立存储区或者P链,根据生产进度和零部件品种需求,向生产线实施批次化的进度供给。中国数字化转型网www.szhzxw.cn
7. 自动化
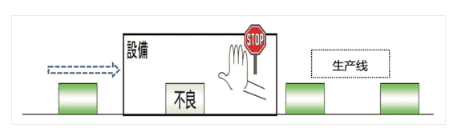
自动化是精益生产方式的两大支柱之一(另一个是准时化),是精益思想在质量管理层面的体现。如前文所述,“自働化”指的是生产线(设备)能够 “自动”检测到生产过程中发生的异常并立即采取措施,避免生产质量不合格的产品(如图16所示)。“一有异常马上停机,绝对不生产次品”,“人不做机器的看守奴”,这是精益思想创始人提倡的“自働化”的根本理念所在:“制造不合格是最大的浪费”、“第一次就把事情做对才是真正的精益”。
8. 信息系统(数据化)
生产链信息系统,是指通过处理生产业务相关的数据或信息,为生产链运行提供作业指示和进行数据分析的人机一体化系统。信息系统如同生产链机体的中枢神经,以精准及时的信息传递,完成大脑下达的各项指令,保障机体协调、高效、精准地动作。中国数字化转型网www.szhzxw.cn
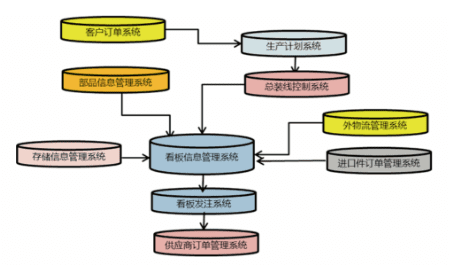
信息系统助力生产链实现精益。制造商为满足终端用户越来越个性化的需求,设计、生产制造的产品也越来越多样化。这种产品配置的多样化带来的生产信息处理量也越来越繁重,手工处理变得无法实现。图17是国内某合资企业生产链信息系统逻辑关系示意图,其系统之复杂和处理的信息量之大可略见一斑。如图17中所示,生产计划系统高效处理客户种类繁多的个性化需求信息,提供给总装线控制系统形成平准化的虚拟生产线车辆信息。看板信息管理系统综合处理车辆信息、部品信息管理系统及外物流管理信息等一系列相关信息后,形成零部件筹措信息按计划陆续向供应商发送。
在生产链的发展过程中,生产制造体系需要高效、协同、一体化的信息系统与之相匹配,助力其生产制造高效、精益目标的实现;反之,信息系统的技术进步也促进了生产制造体系准时化、平准化程度的提高,加速了精益化的发展进程。
三、营销链的精益策略
营销链精益策略的核心,就是实现制造商和销售商的“零库存”和物流商的品质、成本、交付等核心要素的最佳组合。从某种程度上说,“以销定产”的生产模式可以保证制造商的“零库存”;对销售商而言,需要考虑各地区的消费习惯、潜在用户的品牌忠诚度、竞争对手的销售策略、自身品牌促销活动以及制造商的设备检修时间和生产线的升级改造等因素,需要适当建立一定数量的合理库存(汽车行业的惯例是:库存深度在0.8~1.2之间,说明库存处在合理范围,低于这个指标可能会影响销售数量,高于这个指标可能会增加经营风险)。中国数字化转型网www.szhzxw.cn
建立商品车的库存储备,就一定需要存储资源。于是,除了生产地建立整车停放场之外,外埠的分拨中心也应运而生。一般说来,分拨中心是物流商和销售商综合考虑相关因素(当地投资政策、整车销售策略、路网辐射情况、公铁水资源等等)而建设的一处或多处商品车停放场,用以改善整车的交付周期(OTD),缓解生产地的整车存储压力、降低存储成本等。
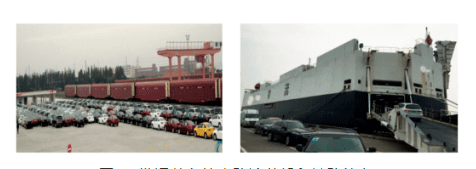
例如,制造商的某款汽车生产基地在长春,若在成都、佛山、青岛和天津等地建设分拨中心,销售商通过精准的市场预测,就可以把原本集中在长春的商品车库存有针对性地分散到各分拨中心,一方面,这种集约式的运输可以发挥铁路、水路的价格和集约运力优势(如图18所示),实现物流环节的低成本和保证营销的战略安全;另一方面,可以实现分拨中心辐射范围地区用户订单的快速交付,大大缩短OTD周期。
除此之外,物流商之间的强化战略合作、提升回程资源的共享率也是一项多赢的精益举措。物流企业之间的共享物流信息和运力资源,可以有效改善单程运输时运力资源空回的现象。一些物流商通过战略合作开启了铁路的对流班列,通过此举可实现物流成本降低30%以上。
四、构建精益供应链的“升维谋划”
“升维”是相对“降维”而言的。“降维”一词出自著名科幻作家刘慈欣的科幻小说《三体Ⅲ·死神永生》:歌者文明用“二向箔”攻击太阳系,把太阳系由三维世界变成了二维世界(如图19所示),简言之,就是把立体世界变成了平面世界(一幅画),从而毁灭了太阳系的文明世界。中国数字化转型网www.szhzxw.cn
引申开来,在实际工作中所说的“降维”,指的是在分析解决本体系出现的问题时,要对本体系进行分解,逐个分析其构成要素,查找验证问题真因,有针对性地制定对策;而所谓的“升维”,指的是解决本体系出现的问题时,还要从其上位体系(更高层级体系)的角度,梳理识别与本体系并行的关联体系的影响(而不是局限于体系内部要素的运行与改善),综合分析,统筹对策。
“升维谋划”同样是构建精益供应链过程中必不可少的一个环节。如前文所述,为实现供应链的精益化,供应链内部的关联方高效协同,实施了多种精益策略,在一定程度上实现了供应链的精益目标。但是,制造商作为供应链的核心单元,其战略规划体系、产品开发体系、采购供应体系、数字化(IT)体系、企业文化建设体系等诸多体系都影响、甚至决定着精益供应链的核心要素指标。所以,要全面构建更加精益的供应链,就必须“跳出”供应链本身,以“升维”模式综合评估各关联体系的影响,统筹规划、精准对策、同步实施,实现精益供应链的新飞跃。
1. 战略规划体系
战略规划体系是指对重大的、全局性的、基本的、未来的目标、方针、任务进行谋划的管理体系。对于核心企业(制造商)而言,其地理位置、产能设计和产品布局都影响着供应链的精益程度。以一汽大众为例,继长春母工厂之后,陆续在外埠(成都、佛山、青岛和天津)建设了四个产能为30万辆/年的生产基地,这四个新生产基地各自生产同平台的产品。首先,从生产基地的地理位置选择上看,四个城市都具备辐射功能齐全的海陆空物流网络,零部件和整车物流顺畅;其次,零部件配套基础雄厚,有利于发展供应商集群;第三,人力资源比较稳定,有保障;第四,工厂30万辆/年的产能,对当地的外物流网络不至于产生太大的影响,方便零部件运进来和整车发出去;第五,刚好可以实现同平台车型的生产/销售纲领,供应链的复杂系数降低。中国数字化转型网www.szhzxw.cn
2. 产品开发体系
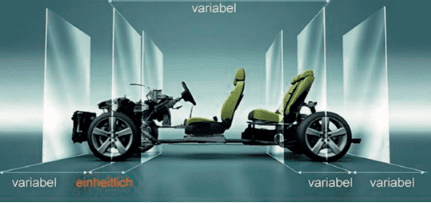
共线产品的平台化,对供应链的精益化具有很大的支撑作用。所谓“平台化”,就是将车辆的组成模块化,固定了变速箱、发动机等主要单元的位置,其他总成模块的相对位置“自由”排布(如图20所示),实现不同的功能,满足不同的需要(十几年前大众公司Neeza概念车的平台衍生出了朗逸、朗行和朗动等一系列产品)。平台架构的实施,将使零部件通用比例达到50%以上,不仅使产品开发费用、生产制造费用和人员培训费用大幅度降低,还会降低供应链的复杂系数,有利于精益物流模式的推广和存储、运输资源的优化。国内一些制造商由于多种原因,总装车间混线生产的车型较多,这些车型又都属于不同的产品平台,导致生产所需的零部件种类数量庞大,生产组织难度加大;同时,受生产线空间的制约,零部件的配送只能选用并不精益的SPS、顺建等物流模式。
3. 采购供应体系
供应商的地理位置、管理水平、信息化程度等因素对供应链体系的精益性有很大的影响。首先,选择并建立与制造商距离较近且相对集中的供应商集群可以大幅度缩短循环取货的卡车行走距离,降低物流成本;其次,尽量杜绝同一零部件的多家供货,可以减小循环取货管理的复杂系数,降低生产制造的管理费用;第三,选择管理水平较高的供应商,可以提升沟通效率,减少业务协同中的偏差,加快异常处理的反应速度,确保生产链的顺畅运行;第四,供应商与制造商信息化程度的匹配是保障信息流和物流通畅的重要前提。中国数字化转型网www.szhzxw.cn
4. 数字化(IT)体系
如前文所述,生产和物流信息系统为精益生产链提供了支撑和保障。随着精益化生产改善的不断深入和个性化定制、柔性化生产模式的推广,供应链中各环节的信息处理速度和质量必须同步发展,为供应链的升级提供支撑与保障。数字化体系是一把“双刃剑”,既会促进供应链精益水平的提升,也会制约其正常发展,在构建精益供应链体系的过程中,要时刻把数字化体系的构建作为核心内容加以关注,确保其同步性与匹配性。
5. 企业文化建设体系
前些年企业间有一种说法:十人规模的企业管理靠“吆喝”,百人规模的企业管理靠“制度”,千人规模的企业管理靠“流程”,万人以上规模的企业管理靠“文化”。这种说法可能不太精准,却透露出一个道理:企业文化在大型企业(集团)中处于十分重要的地位。对于一个优秀的企业来讲,企业文化是推动企业发展的不竭动力。优秀的企业文化,一定会塑造和引导全体员工以积极、诚信、合作的工作态度与利益相关方进行合作,从而建立起诚信机制,优化掉监督、确认等不增值的环节,使合作更加顺畅、高效。同时,精益供应链体系的保持与升级,都需要全员在优秀企业文化影响下自觉参与,以解决“木桶效应”中的“短板”和“板隙”现象,使系统要素之间精益匹配,整体功能发挥出最佳水平。
五、“数智化”在精益供应链体系中的应
“数字化”的应用特征是数字模型。数字模型就是将大量工业技术原理、行业知识、基础工艺、模型工具等规则化、软件化、模块化,并转变为一系列二进制代码,把它们引入计算机内部,进行统一处理,并封装为可重复使用的组件;“智能化”的特征是具有信息感知能力、逻辑判断能力、学习记忆能力、自主适应能力和行为决策能力的产品。
在经历自动化、信息化的技术迭代发展之后,“数字化”和“智能化”以其鲜明的时代特征,成为企业转型升级的重要标志。在供应链中,数字化技术和智能化产品(简称“数智化”)的推广与应用缩短了产品投放周期,提升了制造效率,降低了产品成本。例如,以产品的数字化模型为基础的同步工程,大大缩短了产品诞生周期;“数字孪生”作为仿真家族的新成员为实时状态监控提供了解决方案;AGV、立体库等智能产品的应用提升了劳动效率和资源利用率……中国数字化转型网www.szhzxw.cn
“数字模型化”的发展,加速了“传统经营管理型企业”向“基于模型的企业”(也称MBE ,Model Based Enterprise)的升级发展,即通过建立三维数字模型,统合企业在管理过程中的各环节所使用的数据或信息,使得制造企业内部以及制造企业与供应商、销售商之间,通过网络平台在模型化的虚拟环境中“同步”,实现加快产品投放速度、提升制造效率、降低产品成本、提高产品质量和促成产品精准交付的目标。
在MBE,数字模型通过接力式工作方式向同步工程模式转变,为工作效率带来质的飞跃。例如,产品开发部门把产品的数字模型(图21上所示)通过云平台传递给采购供应、生产准备和物流规划等部门,用以潜在供应商、制造工艺和包装方案的开发,极大地提高了工作效率,缩短产品诞生周期;通过建立数字模型开展对物流规划方案进行仿真,可以实现方案可行性验证,提高规划效率,优化项目投资。作为传统仿真的升级应用,“数字孪生”在智能立体库(穿梭车式和堆垛机式)上通过云平台运行真实立体库的耦合模型(也称 “数字孪生模型”,如图21下所示),用数据驱动分析算法和其他可用物理知识的集成知识来模拟物理模型(立体库)运行状况,实时、真实地映射其整个生命周期所有组件的状态,对潜在风险及时采取预防措施,为正常的生产秩序提供保障。中国数字化转型网www.szhzxw.cn
智能立体库,不仅是“数字化技术”应用的典型案例,它也是一款广为认可的“智能化产品”。它可以实现智能识别零部件,并根据其使用频次分配货位和按照“先入先出”的原则确定相同零部件的出库顺序。通过高层空间的充分、合理利用,可以提升存储资源利用效率约40%;通过智能识别、智能调度和高速运行机构,可以提高入库和出库速度30%;同时,还可以减少相当数量的作业人员和高位叉车等设备。目前,智能化立体库已成为精益化供应链体系中“数智化”重要的应用之一。
六、构建精益供应链体系应避免的几个误区
精益供应链以其生产制造和物流存储环节高质量、低成本和准时交付等诸多“魅力点”为越来越多的企业所青睐。但是,精益供应链是一个庞大的系统工程,不仅需要供应链内部的要素(子系统)之间的步调一致,还需要“上维”关联体系与其高效协同。同时,精益的供应链体系遵循事物发展的客观规律,需要在技术和管理方面与时俱进,通过持续改善加以巩固和提高。
在构建精益供应链体系的过程中,由于对专业属性与外部环境方面的认识尚存有待提高之处,所以可能会在不经意之间进入几个误区。中国数字化转型网www.szhzxw.cn
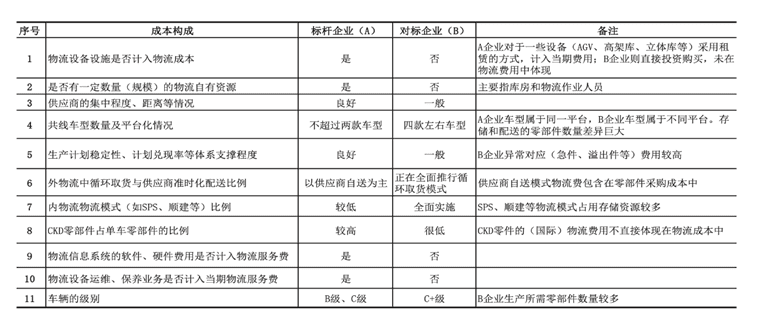
1. 只关注表象,不关注本质;只关注结果,不关注过程
“对标”是企业缩小与先进企业差距的普遍做法之一。对于不同的企业而言,由于供应链的背景条件各不相同,片面“对标”不“对本”,只关注表象和结果而忽视本质和过程,是构建精益供应链的一个误区。例如,不同企业单车物流费用的构成(影响因素)存在很大的差异(表2是两家企业物流成本因素对比)。仅仅通过对比单车物流费用的结果就判断物流模式是否精益,结论难免有失偏颇;应该采取“降维”的方式,对每一要素进行科学分析,同口径对比,才能找出产生差距的真正原因。要“鱼”更要“渔”,才是消除差距实现精益的根本之道。
2. 忽视逻辑性,构建体系缺少必要的支撑条件
像一株艳丽牡丹的成长过程需要阳光、温度、湿度和养分等必须的条件一样,精益供应链的成功构建也需要诸多必要条件。正如前文所分析的那样,精益供应链除了需要生产计划体系、信息系统、生产物流模式等软环境支撑外,必要的硬件条件也是必不可少的。仅以物流面积而言,生产线侧的物流区、零部件存储区、配送分拣区,顺建区、卸货区、验收区等等,都是与混线生产的同平台车型数量、零部件种类、生产节拍、加工深度等密切相关,是在科学、精确计算的基础上管理者必须予以满足的。
3. 忽视系统性,追求“长板效应”
供应链是一个系统工程,其功能的发挥符合“木桶定律”:木桶的最大盛水容量取决于其中最短的那块木板(如图22所示)。在构建精益供应链的过程中,出于各种考虑,大家往往热衷于构建一个个“亮点”,这些“亮点”可能就是“木桶”中的“长板”。毋庸讳言,“长板”对供应链整体功能的发挥没有什么贡献度,是一个劳民伤财的误区。实际上,从精益的视角来看,“短板”是否真的“短”,是否应该“加长”,需要根据“木桶”盛水需求进行客观、冷静地评估后才能够得出结论。如果评估的结果是“短板”可以满足木桶的功能需求,那么就需要削减其余“桶板”的长度(以杜绝浪费)并反思复盘,防止类似规划的问题再次出现。
4. 期望以技术手段解决管理方面的问题
“没有规矩不成方圆”,对这句话的正确理解是,“规”与“矩”是“成方圆”的必要条件,但不是充分条件。这就如同在供应链体系中,技术手段与管理方法属于两个范畴,目前环境下还无法实现“跨界打击”。例如,智能化立体库可以实现高效存储,是越来越多的企业构建精益供应链选用的存储模式。但是,由于管理方面的原因,如箱标签粘贴不规范、问题处理的职责不清、流程不健全等方面的原因,影响了立体库效率的充分发挥。这就需要技术手段与科学管理的有效结合,为精益供应链培养必要的赖以生存和成长的环境。
结语
在竞争日益加剧的背景下,企业为求得更大的生存和发展空间,及时构建精益供应链体系越发显得必要。精益供应链是一项系统工程,要使其发挥出最佳的效能,就必须使供应链内部要素与外部关联体系进行科学组织、高效协同。精益供应链体系的存在与发展遵循着自身的客观规律,决策者或项目管理者需要在软、硬件资源方面给予必要的投入。由于企业的特点不同,所以对优秀企业的经验不可以照搬照抄,只能借鉴其工作方法和思想精髓,防止只关注表象忽视实质和关注结果忽视过程的情况发生。数智化热度不减,如何平衡数智化应用与传统作业方式、正确处理创新与传承之间的关系,是当今形势下企业领导者们必须深刻思考的一个课题。
翻译:
The supply chain system of the automotive industry covers the whole process of parts processing, intermediate and final product manufacturing, logistics and transportation, and product delivery to users. In order to improve product competitiveness and seek greater development space, it is necessary to build a lean supply chain system. According to the stage attributes of the supply chain, the automobile supply chain is divided into two parts: production chain and marketing chain, and the lean strategy is analyzed in depth based on their respective characteristics.中国数字化转型网www.szhzxw.cn
In order to improve product competitiveness and seek greater survival and development space, the common practice of enterprises is “internal and external maintenance”, that is, “open source” : expand market share through product innovation and cost-effective improvement to achieve income increase; Internal “throttling” : through the implementation of lean thinking, eliminate waste in production and operation, achieve cost reduction.
The supply chain system is closely related to the cost, quality and delivery of products, and has an important impact on the “open source” and “throttling” of enterprises.
The supply chain system of the automotive industry covers the whole process of parts processing, intermediate and final product manufacturing, logistics and transportation, and product delivery to users. It is a network chain structure that connects suppliers, manufacturers, logistics providers, sellers, and end users into a whole. An excellent supply chain can better meet the internal and external needs of the enterprise while seeking to optimize the overall effect through the efficient coordination of all links (subsystems).中国数字化转型网www.szhzxw.cn
In order to better describe the relevant content, according to the stage attributes of the supply chain, the automobile supply chain is divided into two parts: the production chain and the marketing chain (as shown in Figure 1).
The production chain mainly includes (parts) suppliers, (vehicle) manufacturers and logistics providers responsible for the transportation and storage of materials used in production;
The marketing chain mainly includes (vehicle and spare parts) sellers (including end users) and logistics providers responsible for the storage and transportation of commercial vehicles.
FIG. 1 Schematic diagram of automotive supply chain division
First, lean supply chain
Lean supply chain is guided by lean ideas. On the basis of taking into account the immediate and long-term interests, local interests and global interests, it satisfies the market (users) demand for products in quality, price, delivery and service through continuous improvement and reduction of waste.
1. Lean production chain
Lean production chain is a production chain in which waste is eliminated, efficient collaboration is achieved and balanced development is achieved. Toyota Motor Company concluded that there are “seven kinds of waste” in the production chain: (1) making too much (early) waste; ② Waste of inventory; ③ Waste of handling; ④ Waste of defective products; ⑤ Waste of waiting; ⑥ Waste of processing; ⑦ Waste of action. These “seven wastes” exist in different forms and degrees in each link of the production chain and must be gradually reduced through continuous improvement of all employees (waste cannot be completely eliminated, so there is no limit to improvement).中国数字化转型网www.szhzxw.cn
The core of building a lean production chain is to ensure the lean behavior of the main body of the production chain, that is, the management mode of manufacturers, suppliers and logistics providers is precisely matched and the operation mode is efficiently coordinated, so as to achieve the synchronous lean of input and output. First, it is reflected in the production mode. Under the premise of “production based on sales”, establish a standardized production order (reflected in production plan locking, levelized production, production plan cash rate, etc.);
Secondly, in terms of logistics mode, reasonable logistics mode (embodied in the application of “order segmentation”, “circular pickup” and other modes, as well as on-time, standardized information, etc.) is used to achieve the optimization of resource allocation and operational efficiency; Third, strictly implement “self-働”. The “self-働” here means that the production line (equipment) can “automatically” detect the anomalies occurring in the production process like the personnel on duty, in order to prevent the production line from automatically stopping operation due to abnormal production of defective products. In the lean concept, the production process to eliminate poor quality. Always an important part of the lean production chain.
2. Lean marketing chain
Figure 2 Main models of commodity vehicle logistics
Lean marketing chain, is the product vehicle from the manufacturer in a lean way (mainly reflected in the “zero inventory” of each link) to the seller and complete the delivery of the marketing chain to the user. There are four main transport modes of commercial vehicles (as shown in Figure 2) : road car transport, rail-specific cage transport, waterway ro-ro transport and single driving transport (commonly known as “ground run”). Each of the four methods has its own characteristics:
(1) Road car transport, can achieve point-to-point transport, less restrictive conditions, flexible and efficient;中国数字化转型网www.szhzxw.cn
(2) Railway special cage transportation, can achieve large-scale intensive transportation, low logistics costs, but by the route and auxiliary facilities (loading and unloading equipment, loading and unloading platform, storage area, etc.) greatly affected, but also by the marketing mode (order early release, distribution center operation) and other conditions;
(3) Water ro-ro transportation can also be large-scale intensive transportation, low logistics cost, green environmental protection, but it is greatly affected by water resources distribution and auxiliary facilities and marketing mode;
(4) Ground running logistics mode, generally suitable for large trucks, buses and other transportation, to achieve a single part, point-to-point transportation, flexible and fast, but low efficiency, can not achieve “zero kilometers” delivery. In general, the mode of transportation to achieve delivery of commercial vehicles from the manufacturer to the seller will apply one or a combination of the above four methods.
The ideal state of the lean marketing chain is “zero inventory” from the manufacturer to the ——- dealer.
Due to the impact of consumption habits, marketing policies, etc., both manufacturers and dealers will establish a certain inventory of commercial vehicles to cope with the seasonal sales (sales field has “gold nine silver ten”) and policy (regulations, taxes and other adjustments) fluctuations, with sufficient resources to meet the needs of the market. Around the optimization of Q, C, D (quality, cost, delivery) core elements of logistics, through multimodal transportation, distribution center storage and resources (backhaul resources, packaging equipment, information resources, etc.) cooperation between logistics providers to improve the lean marketing chain.中国数字化转型网www.szhzxw.cn
Second, lean strategy of production chain
Suppliers and manufacturers can allocate resources reasonably and organize production in a balanced way under the premise of levelling models of production lines and appropriate locking cycle of production planning. Logistics providers can accurately formulate cargo collection routes and cargo schedule (also known as “early table”) to achieve “high stowage rate” just-in-time transportation. The manufacturer implements the order splitting model (a day’s output is evenly divided into N equal parts. And each part is also called an order. Considering the operating time of internal logistics and the factors of different packaging quantities, 24 division, 36 division and 48 division are generally more common), to ensure that “multi-frequency, small batch” balanced and lean collection of goods;
The implementation of the P chain (Progress Lane, also known as P-LANE, process chain) model can effectively absorb the parts of each batch after the order is divided. Transform the planned supply into the schedule supply. And ensure the “zero” inventory on the production line. Production and logistics information system ensures punctual execution of plans and material acquisition. Standardization of packaging equipment, standardization of transportation equipment, standardization of shipping methods and standardization of field operations ensure the quality of goods in logistics operations. And also make logistics plans quantifiable, evaluable and adjustable, laying the foundation for the digital upgrade of the system.
1. Lock production plan
Production plans of suppliers and manufacturers are divided into annual plans, monthly plans and weekly execution plans.
Annual production plan is one of the strategic objectives of enterprise production and operation. It is the final result of balancing market demand, production capacity, material supply and other factors in the year. It is also the guiding program of annual production for manufacturers, suppliers and logistics providers. The main content includes production plan and schedule plan during the planning period. Which aims to fully and reasonably utilize and allocate production resources. Guide related parties to prepare for the production of long-cycle materials. And accurately match human resources according to the production needs. Do a good job in personnel training and make production equipment overhaul, maintenance, etc.中国数字化转型网www.szhzxw.cn
Monthly plan and weekly execution plan are the implementation paths for enterprises to achieve annual goals. A reasonable planned lockup period is crucial to the lean production chain. Product competition requires automobile manufacturers to build flexible production chains (short planned lock-in periods) to improve the response speed to market demand and better meet delivery needs. At the same time, product competition requires automobile manufacturers to build a stable production chain (long planned lock-in period). And reduce waste caused by frequent changes in production preparation, production organization. Cargo collection route and cargo collection efficiency through rigid production plans to meet cost needs. The production schedule lockup period is the balance to be sought in this “antinomy”.
The production schedule lock-in period depends on the Lead Time of the part with the longest cycle (L/T, Lead Time. Is the time between the manufacturer placing an order and receiving the corresponding goods for that order, usually measured in days or hours).
Due to the geographical distribution, the lead time of each supplier is not the same (Figure 3).
Figure 3 Schematic diagram of supplier lead time status
Supplier D, as shown in the figure, has the longest lead time. In order to ensure the lean production chain. This factor will be taken into account and a reasonable production plan lock-in period will be formulated. For example, in the 1990s, some domestic joint ventures with European enterprises. Because the lead time of CKD parts is about 90 days, the production plan lock cycle is generally three months. Three months before the overseas order, three months after delivery. The production plan during the period can not be adjusted (can only adjust the material order after three months. That is, the production plan after three months). 中国数字化转型网www.szhzxw.cn
The current management methods have greatly shortened L/T, but if too much flexibility is pursued. It will affect the stability of the production order and logistics order (need to frequently adjust the cargo collection route. Frequent calculation and verification of the allocated resources). And even need to increase a large number of inventory reserves to cope with changes. Which is contrary to the concept of lean. Therefore, it is very important to ensure the necessary lockup period of production planning and balance the relationship between rigid locking and flexible manufacturing for the construction of lean production chain.
Figure 4 Supplier internal plan
At present, the joint venture of FAW Toyota still maintains the practice of locking models with a production cycle of three months,
At present, the joint venture of FAW Toyota still maintains the practice of locking models with a production cycle of three months. nd sends the “illustrated plan” for the next three months to the supplier every month (Figure 4 is the “illustrated plan” of a certain part sent by a factory of FAW Toyota to the supplier). The “Illustrated Plan” informs the daily demand quantity of each part produced by the supplier in the month and the total demand of each part in the next two months, according to which the supplier can make production plans, prepare resources, organize production, manufacturing, warehousing and delivery. The “Internal plan” can reflect the management level of the manufacturer in the aspects of “production plan lock-in period”, “production leveling” and “production plan cash rate”, and is also an important symbol of the lean level of the production chain.
2. Level production
Levelling production is divided into production quantity levelling and model alignment levelling. Production volume levelling refers to the production schedule to ensure that the same number of vehicles are produced in each working day; The levelization of model arrangement refers to the uniform arrangement and equal number of various subdivided models produced and manufactured in a certain production cycle of the production line (an hour or less interval) (as shown in Figure 5).
For manufacturers and suppliers. Such balanced production can accurately allocate equipment, personnel, area and other resources to avoid waste such as surplus and shortage. For logistics providers, the levelized production can make the external logistics (circular pickup) of the cargo truck in a stable and high stowage state. But also can ensure the internal logistics of material distribution volume balanced and stable. To achieve the scientific allocation of human resources and equipment capacity to fully play. To eliminate “idle resources” and “operation waiting” and other waste phenomenon.
FIG. 5 Schematic diagram of production leveling中国数字化转型网www.szhzxw.cn
3. Production plan cash rate
Production schedule redemption rate refers to the degree of conformity between the vehicle models planned to pass through the final assembly line and the actual vehicle models in a unit time period (for example, one hour). The planned redemption rate is expressed as a percentage, and the calculation formula is:. Planned redemption rate = (number of models in line with the plan within a unit time)/(number of models in line with the plan within a unit time) × 100%. That is, production plan matching rate?
Since the material supply of most production chains adopts the “pre-supplementary logistics mode” (evolved from the “post-supplementary logistics mode”. According to the established production plan, according to the “time window” management principle. The logistics mode of sending instructions to the supplier in advance. This logistics mode is characterized by effective control of material inventory, to achieve lean storage and distribution). So, Production plan redemption rate directly affects the occurrence frequency of material “overflow” and “defective”.
Due to the quality and other reasons in the welding workshop, painting workshop, etc., “jumper” car, quality review sampling car and special process (such as “two-color body” painting) and other reasons, resulting in the actual sequence and the planned sequence deviation. The planned cash rate is difficult to achieve 100%. The practice of most manufacturers is to establish a “painted body repository”, compensate for the “offline” body, restore the planned car sequence, ensure that the body entering the assembly workshop is consistent with the planned time and type. And successfully achieve the perfect “appointment” of parts and the corresponding body.中国数字化转型网www.szhzxw.cn
4. Be punctual
Figure 6 Schematic diagram of just-in-time management of parts
Just-in-time work is one of the core elements of the lean production chain. In the lean production chain system, it is not only necessary for the supplier’s parts to perfectly match the sequence of the (virtual) production line. But also for the “arrival time” to be precisely matched. Figure 6 (left) is a schematic diagram of FAW Toyota’s supplier parts shipment sequence matching the production plant’s vehicle sequence. Through the type of parts and vehicle assembly requirements are highly consistent. To eliminate the parts of the “defective” and “overflow”; Figure 6 (right) is a schematic diagram of the information flow cycle and the physical flow cycle of the logistics provider.
Through the time window management of the whole process of parts. The on-time arrival of parts in different “engineering depths” (the distance between the parts assembly station and the starting station of the assembly workshop) is realized. Ensuring the “zero inventory” of the production process of the manufacturer. It should be pointed out that because the number of whole package parts is the minimum batch unit in the lean distribution method of logistics “multi-frequency and small-batch”. The production line will still store a certain number of parts between the two adjacent deliveries. At the same time, in order to deal with the existing quality problems of parts and defective products generated during the production and assembly process. A small number of parts need to be stored in the parts shed at the side of the production line. Therefore, the “zero inventory” here is a broad sense of zero inventory.
5. Standardize
Standardization refers to the unification of repetitive things through the formulation and implementation of standards in order to obtain the best order and social benefits. From the ancient Chinese “the same track, the same book”, to the modern ISO (International Standard Organization. International Organization for Standardization), it is shown that standardization is the achievement of human civilization progress. Is to improve the applicability of products, processes and services, promote technical cooperation, and achieve win-win basis and guarantee.
The standardization of production operations is to decompose each operating procedure and each action. Find out the “waste point” through the analysis of the action details and units, and improve the operation process accordingly, and gradually achieve the safe, accurate, efficient and labor-saving operation effect. In the Lean concept, the improvement process is:. Simplification of complex operations, standardization of simple operations, and continuity of standard operations. Therefore, the joint promotion and consolidation of standard operations by manufacturers and suppliers is one of the important measures to continuously improve the lean level of production and manufacturing. Standard work is very important, it is about whether the beat can be achieved, on time production.
FIG. 7 Application scenarios of logistics standardization中国数字化转型网www.szhzxw.cn
The standardization of logistics operations refers to the standardization of packaging equipment
The standardization of logistics operations refers to the standardization of packaging equipment. Transportation equipment and shipping mode on the basis of standardization. Through the standardization of operations (driving, loading and unloading, warehousing, distribution, etc.). To create a lean logistics system. Figure 7 (left) is a real picture of the combination of EU boxes (European standard logistics boxes) and the pallet (the top empty boxes are filled out to facilitate multi-layer stacking).
EU box is not only safe and environmentally friendly, can be recycled. Different types of boxes can also be freely combined to form a standard pallet to improve the stowage efficiency of foreign logistics collection trucks (Figure 7), reduce logistics costs. At the same time, with the promotion and application of digital technology and intelligent products. Packaging standardization also supports automatic acceptance (Figure 7 right). Intelligent storage and intelligent sorting and other operations, improve the efficiency of the operation. And provide a strong support for the “number intelligent” upgrade of the logistics system.
6. Reasonable logistics model
In the lean production chain, the goal pursued by the production logistics link is to achieve the minimization of resource occupation and improve the core factor index through the means of “multi-frequency. Small batch” and “quantitative irregular time” collection and supply. Through the successful application of logistics operation modes. Such as order segmentation, circular pickup, logistics early presentation, single vehicle Supply (SPS, Set Parts Supply), and active relay. It provides support and guarantee for the lean logistics process.中国数字化转型网www.szhzxw.cn
(1) “pre-replenishment” logistics collection mode
Store a certain amount of goods at the counter, and then supplement the same amount of goods to the counter by the warehouse according to the sale of the goods. Which is the basic logic of the supermarket to supplement goods. Inspired by this principle, Toyota Motor Company invented the “post-supplement” (that is, “consume first, then supplement”) logistics model of automobile production line materials. From the perspective of lean thinking. There are two “defects” in the “post-supplement” logistics mode:. (1) Usually need to keep a certain number of goods in the counter. There is a “waiting” waste; Due to the inability to accurately judge the consumption situation. The product will be out of stock on the counter, affecting the business order. Resulting in a decline in user satisfaction and even the loss of part of the market.
With the development of technology and the improvement of management level. It is inevitable to replace the “post-supplement” logistics model with the “pre-supplement” logistics model (that is, “accurate supplement before the consumption of parts”) and realize the leap in the lean level of production logistics model. The principle of “pre-supplement” logistics mode is shown in Figure 8: In principle. The seller and the manufacturer should comprehensively balance the relationship between market demand and production factors every month to form the (monthly) vehicle Demand Plan. And the manufacturer shall formulate the (monthly) production plan accordingly, and open it to suppliers and logistics. In order to carry out in advance such as material procurement, production organization and logistics route planning. The preparation of the “early table” (its brief description is shown in the following section) and other related work.中国数字化转型网www.szhzxw.cn
FIG. 8 Schematic diagram of “pre-supplement” logistics mode
As shown in Figure 6 (left), the operation step of the “pre-replenishment” mode begins with the production of a “virtual production line” in the information system by the manufacturer in accordance with the “leveling principle” of models and output in accordance with the (Monthly) Production Plan.
The manufacturer sends the requested information to the supplier according to the logistics cycle (the supplier’s production preparation is in accordance with the requirements of the Illustrated Plan). The engineering depth of parts assembly, the actual order segmentation, etc. (The information carrier is an electronic Kanji board, the structure and content are shown in Figure 9). Ensure that pre-issued information (such as information collection points in the welding shop or painting shop) arrives at the agreed time and precisely matches the specific station of the final assembly.
Figure 9 Logistics information carrier: electronic signage
The “pre-replenishment” logistics model does not need to respond to the production needs with quantitative inventory. And can truly realize the on-time supply of “necessary time and necessary quantity”. Compared with the post-replenishment logistics model, it can better reflect the lean concept of “zero inventory”. But it also has strict requirements on the coincidence rate (also known as “cash rate”) between the production plan (the point of information for goods) and the actual production. The requirements for manufacturers’ production and manufacturing management level and informatization level are also relatively high. (Previous supplement is more advanced Lean)
(2) Order segmentation mode
Under the premise of balanced production. Each “order segmentation” (the factory’s daily production task is divided into a number of equal points, each level is divided into an order). The types of parts and goods of each supplier are basically the same. This is the basis for achieving “multi-frequency, small-batch” aggregate supply and lean allocation of vehicles, personnel, sites and other resources.
According to the proportion of models produced by the manufacturer and the geographical distribution of suppliers. The logistics provider needs to plan and determine the circular pickup plan of parts including multiple cargo collection routes (as shown in Figure 10). And form the “Logistics early Schedule” (as shown in Table 1, also known as “cargo collection Schedule”). It mainly includes the order number, cargo collection route, delivery time, discharge port into the manufacturer. P chain number and other information to guide the supplier’s shipping operation and the driver’s cargo transportation operation.
FIG. 10 Schematic diagram of circulation flow of goods中国数字化转型网www.szhzxw.cn
Table 1 Logistics is shown in the table
Figure 11 Pallet and pallet
According to the information of the Kanban (box label), the supplier will place the parts packing boxes (EU boxes) of the same order on the top edge of the standard pallet (left of Figure 11, L×W=1000mm×800mm) in alignment (height not exceeding one meter).
If the top layer is not level, fill it with empty boxes to form a pallet for easy stacking (right of Figure 11). The supplier prepares the delivery of different orders according to the manufacturer’s request information (receipt and delivery list) and the early schedule, and the logistics provider (pickup truck driver) according to the instructions of the early schedule, loads the spare parts to each supplier on the collection route according to the order of the collection route and the collection time (and returns the empty boxes generated during the previous collection cycle at the same time).
Deliver on time to the specified discharge port of the vehicle factory, load the empty containers that need to be returned to the supplier, and start the next cycle of cargo collection operations. Taking into account the loading efficiency of the pickup truck (also known as “stow rate”). Each pickup route will load the parts of one or several subsequent orders together according to the volume of goods shipped by each supplier. And then enter different P chains according to the division of orders after acceptance by the production factory (as shown in Figure 12).
FIG. 12 Schematic diagram of P chain moving in and out
Each path of the P chain corresponds to an order in the Order Split. Since the time span of the advance inclusion is not very large (will produce a job wait). So a certain interval of the chain that is loading at a certain time. Several chains after a certain interval will be idle for a certain time. In order to reduce the area occupied by the P chain. The number of physical chains of the P chain should be much lower than the number of segments to increase the frequency of chain cycles.
The P-chain has two main functions: “parts saving” and “process conversion”.
The “saving” function refers to the temporary storage of the parts of the foreign logistics to achieve the balance of increasing the stowage rate and “zero inventory” on the production site; The “conversion” function refers to the conversion of the P-chain (moving parts in “on schedule” from the supplier (on-chain) to moving out “on schedule” (supply) according to the operating status of the production line. It can be seen that order segmentation and P chain work together to achieve the balance of “multi-frequency, small-batch” transportation and high stowage rate.
Under the instructions of the information system. The parts in the P chain path are moved out in accordance with the production schedule (also known as “out chain”). And the lean material supply of “quantitative irregular timing (on demand)” is realized. The “in-chain” “pallet” is the parts of different assembly stations of the supply line produced by the same supplier. In principle, the “out chain” pallet needs to be sorted according to the assembly station of each part. And then delivered to the assembly station of the production line according to the distribution route. Now, the pallet placement has been improved: parts for the same distribution route are placed on the same pallet. And sorting is omitted.
(3) Batch supply mode and vehicle supply mode
The parts of the “out chain” are moved out according to the production schedule to achieve the balance of “small batch” and “multi-frequency” of the logistics distribution mode, and also realize the synchronization of the supply operation and the operation schedule of the production line. With the least amount of additional work and the most lean supply mode. However, the bulk supply model also requires certain preconditions. On the one hand, it needs to set up a part shed at the side of the production line to store all the parts assembled at the station. So as to cope with the production of different models, the production line operators choose to use the corresponding parts;
On the other hand, the operators who need the production line can complete additional operations such as identification, selection, and return of empty boxes in addition to assembly operations within the beat. When there are more models produced in the production line. A “bottleneck” station on the production line side may not be able to place enough parts shed. Or some operators can not complete all the work content in the beat, or due to environmental reasons. It is difficult to identify some similar parts, and quality accidents such as “wrong and missing installation” often occur. At this time, it is necessary to adopt the vehicle supply model to solve these local problems and improve the overall efficiency of the operation.
SPS mode is one of the logistics methods widely used in the automobile manufacturing industry, and it is one of the typical cases of sacrificing local lean in exchange for global lean.
Through the construction of SPS sorting field in the factory, according to the sequence of the production line. The parts distribution of individual stations are implemented in the order to achieve “spatial displacement”. And solve the problem that the production line can not be placed in sufficient number of parts sheds. By separating the work content of the production line operators (as shown in Figure 13). The problem that the work content cannot be completed within the production cycle is solved. Through the change of parts selection environment, improve the accuracy of similar parts selection, and eliminate the quality accident of “error and missing assembly”.中国数字化转型网www.szhzxw.cn
FIG. 13 Comparison diagram of bulk supply and SPS supply
(4) Just-in-time sorting supply mode
Just-in-time sorting supply mode is mainly divided into “sequential (supplier sorting)” and “sequential construction (manufacturer sorting)”. Sequential reference refers to the logistics mode in which the supplier sorts the parts according to the sequence of the manufacturer’s production line and supplies them to the manufacturer. Shun construction refers to the logistics mode in which the manufacturer arranges the parts collected in batches according to the production line sequence in the factory and distributes them to the production line (as shown in Figure 14).
FIG. 14 Schematic diagram of logistics model of sequential and sequential construction
Shunyin and Shunjian logistics mode will reduce the manufacturer’s occupation of storage resources in the production workshop. Which is one of the logistics modes often used in resource-constrained factories. At present, each vehicle factory basically implements the integration of the assemblies that occupy relatively large storage space such as tires, seats, and powertrains. For the parts with insufficient engineering depth (the front station of the final assembly line). Although they are also parts that occupy large storage space in the factory, due to the short logistics response cycle. They cannot be arranged at the supplier and then supplied to the manufacturer. Generally, parts are collected in batches according to the manufacturer’s production plan. And then the appropriate site construction sequencing area (along the construction site) is selected near the production workshop of the factory. And the just-in-time supply is arranged according to the sequence of the production line vehicles.
(5) Trunk (distribution center) mode
FIG. 15 Schematic diagram of transfer warehouse (distribution center) mode
Relay point, also known as distribution center, transfer warehouse, is one of the basic logistics modes often used in different occasions (Figure 15). The trunk is to solve the problem of insufficient storage area of long-distance and small batch supplier collection and internal logistics of manufacturers. For example, in a vehicle manufacturer in Changchun, due to various reasons. A small number of suppliers are distributed in Guangzhou. And the parts provided by these suppliers are small in size and low in use, and they cannot be recycled directly in a lean way. In this regard, the measures taken are: to the local (Guangzhou area) suppliers to carry out circular pickup. In order to improve the stowage rate of cargo collection. Each cycle of cargo collection can meet the manufacturer’s production and use for several days.
In order to achieve the frequency and volume of supply to the manufacturer, batches need to be divided according to the production plan in the transit warehouse,
on the one hand, to control the number of goods delivered by the manufacturer. And on the other hand, to ensure the stowrate of long-distance transportation by the logistics company. The manufacturer’s countermeasure is to set up parts shed in the factory,. Temporarily store the parts from the transfer warehouse. And deliver the parts mixed with the batch supply to the production line according to the production schedule. 中国数字化转型网www.szhzxw.cn
Another situation is that a transfer warehouse set up near the factory can solve the problem of insufficient logistics area in the factory. Due to the logistics area in the factory. It is impossible to realize the quantitative storage of all varieties of parts in the circular pickup mode. And even there is not enough area in the factory to set up the P chain. In these cases, it is also necessary to enable the transfer warehouse, set up a storage area or P chain. And supply the batch progress to the production line according to the production schedule and the demand for parts varieties.
7. Automation
Automation is one of the two pillars of lean production (the other is just-in-time). And it is the embodiment of lean thinking at the quality management level. As mentioned above, “self-働” refers to the ability of the production line (equipment) to “automatically” detect anomalies in the production process and take immediate measures to avoid the production of substandard products (as shown in Figure 16). “Stop immediately when there is an anomaly, absolutely do not produce defective products”, “people do not do the machine’s guard slave”, this is the fundamental concept of “働” advocated by the founder of lean thinking: “Manufacturing unqualified is the biggest waste”, “the first time to do things right is the real lean”.中国数字化转型网www.szhzxw.cn
Figure 16 Schematic diagram of “Automation”
8. Information System (digitization)
Production chain information system refers to a man-machine integrated system that provides operation instructions and data analysis for production chain operation by processing data or information related to production business. The information system is like the central nervous system of the production chain, which transmits accurate and timely information to complete the instructions issued by the brain and ensure the coordinated, efficient and accurate actions of the body.
FIG. 17 Schematic diagram of logical relationship of production chain information system
Information systems help the production chain to achieve lean.
In order to meet the more and more personalized needs of end users, manufacturers are designing and manufacturing more and more diversified products. This diversification of product configuration brings more and more heavy production information processing, manual processing becomes impossible. Figure 17 is a schematic diagram of the logical relationship of the production chain information system of a domestic joint venture. The complexity of the system and the large amount of information processed can be seen.
As shown in Figure 17, the production planning system efficiently processes a wide variety of personalized demand information from customers. And provides the control system of the final assembly line to form a levelized virtual production line vehicle information. Kanban information management system comprehensively processes a series of related information such as vehicle information, parts information management system and external logistics management information, forming parts financing information to be sent to suppliers one after another as planned.
In the process of the development of the production chain, the production and manufacturing system needs an efficient, collaborative and integrated information system to match with it. And help the realization of its production and manufacturing efficiency and lean goals. On the contrary, the technological progress of information system has also promoted the improvement of the just-in-time and leveling degree of the production and manufacturing system. And accelerated the development process of lean.
Third, lean strategy of marketing chain
The core of the marketing chain lean strategy is to achieve the best combination of “zero inventory” of manufacturers and sellers and the core elements of quality, cost and delivery of logistics providers. To a certain extent, the production mode of “set production by sales” can ensure the manufacturer’s “zero inventory”; For sellers, they need to consider the consumption habits of different regions, brand loyalty of potential users, sales strategies of competitors, their own brand promotion activities, equipment maintenance time of manufacturers and upgrading of production lines and other factors, and need to appropriately establish a certain amount of reasonable inventory (the practice in the automotive industry is: The inventory depth is between 0.8 and 1.2, indicating that the inventory is in a reasonable range, lower than this indicator may affect the sales volume, higher than this indicator may increase the business risk).中国数字化转型网www.szhzxw.cn
To establish the inventory reserve of commercial vehicles, storage resources must be required. Therefore, in addition to the establishment of vehicle parking in the production place. The distribution center of the other port also came into being. Generally speaking, the distribution center is one or more commercial vehicle parking places built by logistics providers and sellers considering relevant factors (local investment policies, vehicle sales strategies, road network radiation, public hot metal resources, etc.) to improve the delivery cycle of the vehicle (OTD), relieve the storage pressure of the vehicle at the production site, reduce storage costs, etc.
For example
For example, the manufacturer of a certain automobile production base in Changchun. If in Chengdu, Foshan, Qingdao and Tianjin and other places to build distribution centers, sellers through accurate market forecasting, you can originally concentrated in Changchun commodity garage storage targeted distribution centers, on the one hand, This kind of intensive transportation can take advantage of the price and intensive transportation capacity of railways and waterways (as shown in Figure 18) to realize the low cost of logistics and ensure the strategic security of marketing. On the other hand, it can realize the rapid delivery of user orders in the radiation range of the distribution center. And greatly shorten the OTD cycle.中国数字化转型网www.szhzxw.cn
Figure 18 Water ro-ro ships and railway cage cars for the delivery of full vehicles
In addition, strengthening strategic cooperation between logistics providers and improving the sharing rate of return resources is also a multi-win lean initiative. The sharing of logistics information and transport resources between logistics enterprises can effectively improve the phenomenon of empty transport resources during one-way transportation. Some logistics providers have opened cross-flow trains through strategic cooperation, which can reduce logistics costs by more than 30%.
Fourth, build lean supply chain “upgrade plan”
“Dimensionality” is the opposite of “dimensionality”. The term “dimension reduction” comes from the famous science fiction writer Liu Cixin’s science fiction novel “Three-Body III · Death’s Eternal Life” : The singer civilization attacks the solar system with “two-way foil”, transforming the solar system from a three-dimensional world into a two-dimensional world (as shown in Figure 19), in short, transforming the three-dimensional world into a flat world (a painting), thus destroying the civilized world of the solar system.中国数字化转型网www.szhzxw.cn
Figure 19 Science fiction scene of dimension reduction in the Solar system (image source: Internet)
By extension, the “dimensionality reduction” in practical work refers to the decomposition of the system when analyzing and solving the problems of the system, analyzing its constituent elements one by one, finding out the real cause of the problem, and formulating targeted countermeasures. The so-called “upgrading dimension” refers to the solution of the problems of the system. But also from the perspective of its upper system (higher level system), sort out and identify the impact of the related system in parallel with the system (rather than limited to the operation and improvement of the internal elements of the system), comprehensive analysis, and overall countermeasures.
“Upgrade dimension planning” is also an essential link in the process of building a lean supply chain.
As mentioned above, in order to realize the lean of the supply chain. The related parties within the supply chain cooperate efficiently and implement a variety of lean strategies. Which achieve the lean target of the supply chain to a certain extent. However, as the core unit of the supply chain, the manufacturer’s strategic planning system, product development system, procurement and supply system, digital (IT) system, corporate culture construction system and many other systems affect and even determine the core elements of the lean supply chain. Therefore, in order to comprehensively build a more lean supply chain, it is necessary to “jump out” of the supply chain itself, comprehensively evaluate the impact of various related systems in the “upgrade” mode, make overall planning, precise countermeasures, and synchronous implementation, and achieve a new leap forward in lean supply chain.
1. Strategic planning system
Strategic planning system refers to the major, overall, basic, future goals, policies, tasks planning management system. For the core enterprise (manufacturer). Its geographical location, capacity design and product layout all affect the degree of lean supply chain. Taking FAW-Volkswagen as an example, after the mother plant in Changchun. It has successively built four production bases with a capacity of 300,000 vehicles/year in outtowns (Chengdu, Foshan, Qingdao and Tianjin). And these four new production bases each produce products of the same platform.
First of all, from the geographical location of the production base. The four cities have a fully functional sea, land and air logistics network, parts and vehicle logistics smooth. Secondly, the component supporting foundation is strong, which is conducive to the development of supplier clusters. Third, human resources are stable and secure; Fourth. The factory’s annual production capacity of 300,000 vehicles will not have too much impact on the local external logistics network. Which is convenient for parts to be shipped in and vehicles sent out. Fifth, it is possible to achieve the production/sales program of the same platform model. And the complexity coefficient of the supply chain is reduced.
2. Product development system
Figure 20 Quantitative and variable diagram of the vehicle platform (image source: Internet)
The platformization of collinear products has a great supporting effect on the lean of supply chain. The so-called “platformization” is to modularize the composition of the vehicle, fix the position of the main units such as transmission and engine, and arrange the relative positions of other assembly modules “freely” (as shown in Figure 20) to achieve different functions and meet different needs (more than ten years ago, the platform of Volkswagen’s Neeza concept car has derived a series of products such as Lavida, Langhong and Langda).
The implementation of the platform architecture will make the general proportion of parts reach more than 50%. Which will not only greatly reduce the cost of product development, production and manufacturing costs and personnel training costs. But also reduce the complexity coefficient of the supply chain. Which is conducive to the promotion of lean logistics mode and the optimization of storage and transportation resources. Some domestic manufacturers due to a variety of reasons, the assembly workshop mixed production of more models, these models belong to different product platforms, resulting in a large number of parts required for production, production organization more difficult. At the same time, due to the constraints of production line space. The distribution of parts can only choose non-lean SPS, Shun construction and other logistics models.中国数字化转型网www.szhzxw.cn
3. Procurement and supply system
The supplier’s geographical location, management level, informationization degree and other factors have a great impact on the lean of the supply chain system. Firstly, the selection and establishment of a relatively centralized supplier cluster which is close to the manufacturer can greatly shorten the truck travel distance and reduce the logistics cost. Secondly, try to eliminate multiple supplies of the same parts, which can reduce the complex coefficient of circular delivery management and reduce the management costs of production and manufacturing. Third, the selection of suppliers with higher management level can improve the communication efficiency, reduce the deviation in business collaboration, speed up the response speed of abnormal handling, and ensure the smooth operation of the production chain; Fourth, the matching of information degree between suppliers and manufacturers is an important premise to ensure the smooth flow of information and logistics.
4. Digital (IT) system
As mentioned above, the production and logistics information system provides support and guarantee for the lean production chain. With the continuous deepening of lean production improvement and the promotion of personalized customization and flexible production mode, the information processing speed and quality of all links in the supply chain must be developed simultaneously to provide support and guarantee for the upgrading of the supply chain. The digital system is a “double-edged sword”, which will not only promote the improvement of the lean level of the supply chain. But also restrict its normal development. In the process of building the lean supply chain system. It is necessary to always pay attention to the construction of the digital system as the core content to ensure its synchronization and matching.中国数字化转型网www.szhzxw.cn
5. Corporate culture construction system
A few years ago, there was a saying among enterprises: the enterprise management of ten people depends on “Shouting”, the enterprise management of hundred people depends on “system”, the enterprise management of one thousand people depends on “process”, and the enterprise management of more than 10,000 people depends on “culture”. This statement may not be accurate. But it reveals a truth: corporate culture plays a very important role in large enterprises (groups). For an excellent enterprise, corporate culture is the inexhaustible power to promote the development of the enterprise.
Excellent corporate culture will certainly shape and guide all employees to cooperate with stakeholders in a positive, honest and cooperative working attitude. So as to establish a credit mechanism, optimize the supervision, confirmation and other non-value-added links. So as to make cooperation more smooth and efficient. At the same time, the maintenance and upgrading of the lean supply chain system requires the conscious participation of all employees under the influence of excellent corporate culture to solve the “short board” and “board gap” phenomenon in the “wooden barrel effect”. So that the lean match between the system elements and the overall function can play the best level.
Fifth, the application of “number intelligence” in lean supply chain system
The application of “digitalization” is characterized by digital models. Digital model is to regularize, software and modularize a large number of industrial technology principles, industry knowledge, basic processes, model tools, etc., and convert them into a series of binary codes, which are introduced into the computer for unified processing, and packaged as reusable components; “Intelligent” is characterized by products with information perception ability, logical judgment ability, learning and memory ability, independent adaptation ability and behavioral decision-making ability.
After the iterative development of automation and information technology,
After the iterative development of automation and information technology, “digitalization” and “intelligence” have become an important symbol of enterprise transformation and upgrading with their distinctive characteristics of The Times. In the supply chain, the promotion and application of digital technology and intelligent products (referred to as “digital intelligence”) has shortened the product delivery cycle, improved manufacturing efficiency, and reduced product costs. For example, synchronous engineering based on the digital model of the product has greatly shortened the birth cycle of the product. As a new member of the simulation family, “digital twin” provides a solution for real-time condition monitoring. The application of intelligent products such as AGV and three-dimensional library improves labor efficiency and resource utilization…中国数字化转型网www.szhzxw.cn
The development of “digital modeling” accelerates the upgrading and development of “traditional management enterprises” to “model-based enterprises” (also known as MBE, Model Based Enterprise), that is, through the establishment of three-dimensional digital models, the data or information used by enterprises in all aspects of the management process is integrated. Make the manufacturing enterprises and manufacturing enterprises and suppliers, sellers, through the network platform in the model of the virtual environment “synchronization”, to achieve the speed of product delivery, improve manufacturing efficiency, reduce product costs, improve product quality and promote the goal of accurate delivery of products.
Figure 21 Digital model of parts and stereoscopic library (image source: Internet)
At MBE, digital models transform from relay mode to synchronous engineering mode, bringing about a qualitative leap in work efficiency.
For example, the product development department transfers the digital model of the product (as shown in Figure 21) to the procurement and supply, production preparation and logistics planning departments through the cloud platform for the development of potential suppliers, manufacturing processes and packaging solutions, greatly improving work efficiency and shortening the product birth cycle. Through the establishment of digital model to carry out the simulation of logistics planning scheme, it can realize the feasibility verification of the scheme, improve the planning efficiency and optimize the project investment. 中国数字化转型网www.szhzxw.cn
As an upgrade application of traditional simulation, the “digital twin” runs the coupling model of the real stereo library (also known as the “digital twin model”. As shown in Figure 21 below) on the intelligent stereo library (shuttle and stacker) through the cloud platform. And uses the data-driven analysis algorithm and other integrated knowledge of available physical knowledge to simulate the operation of the physical model (stereo library). It maps the status of all components throughout its life cycle in real time and truly. And takes timely preventive measures against potential risks to ensure normal production order.
Intelligent three-dimensional library is not only a typical case of the application of “digital technology”, it is also a widely recognized “intelligent product”.
It can realize intelligent identification of parts, and according to their frequency of use, allocation of goods and according to the principle of “first in first out” to determine the same parts of the warehouse order. Through the full and reasonable utilization of high-rise space, the storage resource utilization efficiency can be improved by about 40%. Through intelligent identification, intelligent scheduling and high-speed operation mechanism. The speed of incoming and outgoing storage can be increased by 30%. At the same time, it can also reduce a considerable number of operators and equipment such as high forklifts. At present, intelligent three-dimensional library has become one of the important applications of “number intelligence” in lean supply chain system.中国数字化转型网www.szhzxw.cn
Six, the construction of lean supply chain system should avoid several misunderstandings
Lean supply chain is favored by more and more enterprises for its “charm points” such as high quality, low cost and punctual delivery in manufacturing and logistics storage. However, lean supply chain is a huge system project, which requires not only the synchronization between the elements (subsystems) within the supply chain, but also the efficient coordination of the “upper dimension” correlation system. At the same time, the lean supply chain system follows the objective law of the development of things, and needs to keep pace with The Times in technology and management, and consolidate and improve through continuous improvement.中国数字化转型网www.szhzxw.cn
In the process of building lean supply chain system, due to the need to improve the understanding of professional attributes and external environment, there may be several misunderstandings inadvertently.
1. Focus on appearances, not essence; Focus on the outcome, not the process
“Benchmarking” is one of the common ways for enterprises to narrow the gap with advanced enterprises. For different enterprises, due to the different background conditions of the supply chain. It is a misunderstanding to build a lean supply chain by one-sided “benchmarking” rather than “this”, focusing only on the appearance and results while ignoring the essence and process.
For example, there are great differences in the composition (influencing factors) of single vehicle logistics costs in different enterprises (Table 2 shows the comparison of logistics cost factors of the two enterprises). Judging whether the logistics model is lean only by comparing the result of the logistics cost of bicycles, the conclusion is inevitably biased. We should adopt the way of “dimensionality reduction”, scientific analysis of each element. And comparison with the same caliber, in order to find out the real reason for the gap. To “fish” and “fish” is the fundamental way to eliminate the gap and achieve lean.
Table 2 Comparison of logistics costs of enterprises
2. Ignoring logic, the construction system lacks necessary supporting conditions
Just as the growth process of a beautiful peony requires the necessary conditions such as sunlight, temperature, humidity and nutrients. The successful construction of a lean supply chain also requires many necessary conditions. As previously analyzed, lean supply chain requires not only the production planning system, information system, production logistics mode and other soft environment support. But also the necessary hardware conditions. Only in terms of logistics area, the logistics area, parts storage area, distribution sorting area, along the construction area, unloading area, acceptance area, etc., are closely related to the number of models of the same platform produced by the mixed line, the type of parts, the production rhythm, the processing depth, etc., which must be met by the manager on the basis of scientific and accurate calculation.中国数字化转型网www.szhzxw.cn
3. Ignoring the system and pursuing the “longboard effect”
FIG. 22 Schematic diagram of “Barrel Law”
The supply chain is a system engineering that functions according to the “law of the barrel” :. The maximum capacity of the barrel is determined by the shortest piece of wood in it (Figure 22). In the process of building a lean supply chain, for various considerations. We are often keen to build a “bright spot”, which may be the “long board” in the “wooden bucket”. Needless to say, “long board” has no contribution to the overall function of the supply chain. And it is a misunderstanding that costs people and money. 中国数字化转型网www.szhzxw.cn
In fact, from the perspective of lean, whether the “short board” is really “short” and whether it should be “lengthened” needs to be objectively and calmly assessed according to the demand for water in the “wooden bucket” to reach a conclusion. If the evaluation results that the “short board” can meet the functional requirements of the barrel, then the length of the remaining “barrel board” needs to be reduced (to eliminate waste) and the review to prevent the recurrence of similar planning problems.
4. Management problems are expected to be solved by technical means
The correct understanding of this sentence is that “rules” and “moments” are necessary, but not sufficient, conditions for “a square”. This is just like in the supply chain system, technical means and management methods belong to two categories, and the current environment can not achieve “cross-border attack”. For example, intelligent three-dimensional libraries can achieve efficient storage and are the storage mode chosen by more and more enterprises to build lean supply chains. However, due to management reasons, such as non-standard box label paste, unclear responsibility for problem handling, and imperfect process, the efficiency of the three-dimensional storage is affected. This requires the effective combination of technical means and scientific management to cultivate the necessary environment for the survival and growth of lean supply chain.
Peroration
Under the background of increasing competition, it is more and more necessary for enterprises to build a lean supply chain system in time in order to obtain more space for survival and development. Lean supply chain is a systematic engineering, in order to give full play to its best performance, it is necessary to make the internal elements of the supply chain and the external correlation system to organize scientifically and cooperate efficiently. The existence and development of lean supply chain system follows its own objective law, and decision makers or project managers need to give necessary input in software and hardware resources. 中国数字化转型网www.szhzxw.cn
Due to the different characteristics of enterprises, the experience of excellent enterprises can not be copied. But can only learn from their working methods and ideological essence. So as to prevent the occurrence of only focusing on the appearance and ignoring the substance and focusing on the result and ignoring the process. How to balance the application of digital intelligence with the traditional way of operation. And correctly deal with the relationship between innovation and inheritance is a topic that enterprise leaders must think deeply about under the current situation.
本文由数字化转型网(www.szhzxw.cn)转载而成,来源于彭城精益;编辑/翻译:数字化转型网宁檬树。

免责声明: 本网站(http://www.szhzxw.cn/)内容主要来自原创、合作媒体供稿和第三方投稿,凡在本网站出现的信息,均仅供参考。本网站将尽力确保所提供信息的准确性及可靠性,但不保证有关资料的准确性及可靠性,读者在使用前请进一步核实,并对任何自主决定的行为负责。本网站对有关资料所引致的错误、不确或遗漏,概不负任何法律责任。
本网站刊载的所有内容(包括但不仅限文字、图片、LOGO、音频、视频、软件、程序等) 版权归原作者所有。任何单位或个人认为本网站中的内容可能涉嫌侵犯其知识产权或存在不实内容时,请及时通知本站,予以删除。