按照北京精密机电控制设备研究所伺服机构直属件精密机加生产线工艺布局总体要求,机加中心 169 号一层的机加设备在 2015 年已初具规模,数控铣加工中心独立生产加工,完成先进制造模式第一阶段的设备就位工作,建成直属件加工单元生产线。
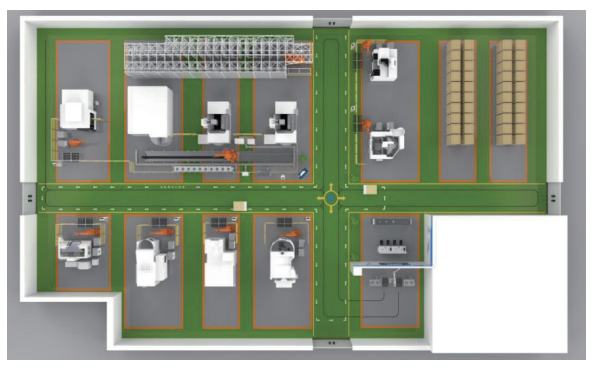
为了大幅缩短伺服机构直属件壳体的加工周期,提高设备利用率,提高批次质量一致性,减轻人员劳动强度,提高劳动生产率,研究所于 2015年 8 月开始依托中国航天科技集团有限公司重大工艺专项,开展了“伺服机构壳体‘黑灯’加工示范单元建设研究”;2017 年 5 月开始,依托航天科技集团重大工艺专项,开展了“基于机器人的航天伺服产品智能制造技术研究”,并在此基础上大力推进“黑灯”工厂建设工作。研究团队对原有加工中心进行工艺优化布局,并配置了工业机器人、AGV物流、立体化仓库、零点定位系统等自动化辅助设施,实现了自动化上下料、自动化仓储配送等功能;配备了生产线集中管控系统,实现了车间设备层 100% 工业互联,生产设备远程监控,生产过程各环节的集中管理、调度和控制。目前已建成数控铣加工中心自动化生产线,具备 24h 无人连续加工能力。生产线的三维俯瞰图如图 1 所示。
技术创新改变了之前单台机床独立加工的生产管理模式,为了更好适应自动化生产模式,充分发挥“黑灯”工厂的生产能力,保障各项科研生产任务的顺利完成,需对“黑灯”工厂的生产管理模式进行探索。从 2019 年试运行开始,研究所一直在探索和完善“黑灯”工厂的生产管理方案。2020 年,面对繁重的生产任务,“黑灯”工厂在批生产方面体现出较大优势,研究团队也在生产过程中不断优化、完善“黑灯”工厂生产管理方案及班组生产管理细则。 数字化转型网www.szhzxw.cn
一、工作与实践
“黑灯”工厂生产管理模式主要研究以下 3 个方面内容:一是车间集中管控系统管理功能的建设;二是从车间及班组层面进行组织生产、排产和生产管理制度建设;三是从指导“黑灯”工厂的技术管理方面进行制度建设,统一及优化工艺技术要求。
1.车间集中管控系统管理功能的建设
生产线集中管控系统是提升自动化生产线管理水平的核心,其以生产计划为源头,以设备、人员等生产资源为基础,对生产计划进行人工排产 / 自动排产后的派工,对计划执行情况进行监控和采集,并将车间管理集于一体,实现车间完工及时检验、及时报工、及时反馈,将生产计划、车间执行、仓库管理间数据流转成一个闭环。 数字化转型网www.szhzxw.cn
在车间集中管控系统开发阶段,中心针对传统管理模式的不足及自动化生产模式的需求,在生产管理方面建设了生产计划调度管理、生产设备管理、物料及刀具管理功能模块。
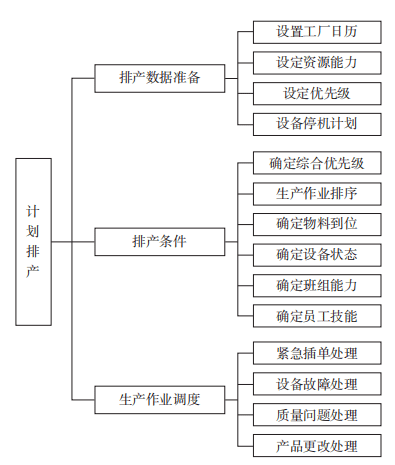
(1)计划调度管理功能可保障计划人员根据物料、刀具、工装的到位情况,加工工艺和数控程序的齐套情况,编制切实可行的生产线生产计划,同时支持计划调度员对车间生产计划进行查找、新增、变更和作废等操作,并对生产计划进度进行追踪和查询。计划排产功能示意图如图 2所示。
(2)生产设备管理功能包含设备互联互通、监测及控制功能,设备故障报警及故障避让功能。设备互联互通、监测及控制功能可实现机床和其他设备远端可视化在线监控及运行数据分析,并可以通过图形、列表等方式展现不同类型设备的历史数据,自动生成统计报表。设备故障报警及故障避让功能可实现异常情况报警,对生产线运行异常情况进行提醒,并对简单故障按级别进行避让,对于无法识别的故障原因,采取直接停机处理并报警的处理措施,并将状态反馈给生产线集中管控系统。
(3)物料及刀具管理功能实现了对生产线加工中所需的物料毛坯、工装、半成品、成品、刀具的信息化库存管理,可实现对物料、工装、产品的出入库管理功能,对现有库存与实际需求的盘点管理功能,对生产异常产生的物料退库管理功能,以及对库内物料及刀具信息的多维度实时准确查询、管理功能,在数据处理上节省了人力、物力和仓储空间,提高了作业效率。 数字化转型网www.szhzxw.cn
通过建设车间集中管控系统,实现了生产管理模式的变革,极大提升了生产线的管理水平。
2.生产管理方面的规章制度建立
生产加工模式的变化要求修订和制定相应的规章制度,用于指导和保障“黑灯”工厂的有序运转。规章制度的前期起草工作需立足“黑灯”工厂所在的班组,保证各项规章制度“从群众中来到群众中去”。项目组在充分了解自动化生产线的运行流程基础上,从中心层、车间层、班组层、生产线层 4个层面详细制定了 18 项切实可行的规章制度。生产管理制度组成框架如图 3 所示。
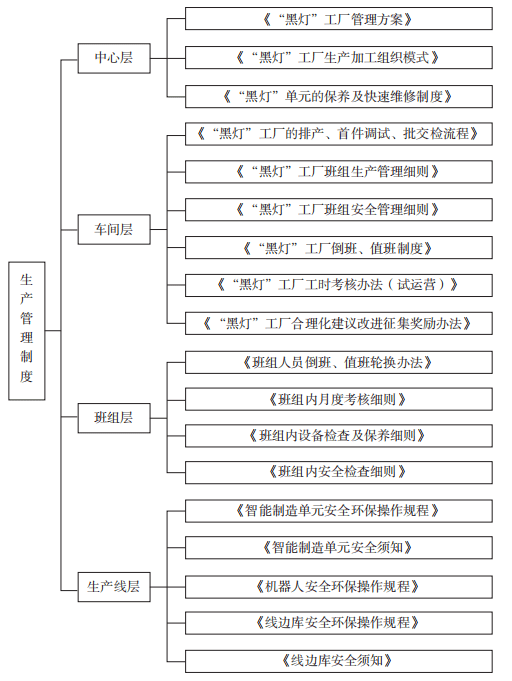
(1)在机加中心层面制定了《“黑灯”工厂管理方案》《“黑灯”工厂生产加工组织模式》《“黑灯”单元的保养及快速维修制度》,从机加中心层面的管理制度上规范了“黑灯”工厂的组织生产和综合管理,明确了班组的人员配备和岗位职责、班组生产加工组织模式、人员操作技能培养等。
(2)在车间层面制定了《“黑灯”工厂的排产、首件调试、批交检流程》《“黑灯”工厂班组生产管理细则》《“黑灯”工厂班组安全管理细则》《“黑灯”工厂倒班、值班制度》《“黑灯”工厂工时考核办法(试运行)》《“黑灯”工厂合理化建议改进征集奖励办法》,从车间层面制定了“黑灯”工厂的排产、交检、工时、值班、奖励等一系列详细的管理制度和办法。 数字化转型网www.szhzxw.cn
(3)在班组层面细化了《班组人员倒班、值班轮换办法》《班组内月度考核细则》《班组内设备检查及保养细则》《班组内安全检查细则》,班组内进行了多次“黑灯”单元、中控系统、刀具库及线边库的技术培训。
(4)制定了《智能制造单元安全环保操作规程》《智能制造单元安全须知》《机器人安全环保操作规程》《线边库安全环保操作规程》《线边库安全须知》,并通过所级评审,从安全和操作层面保证“黑灯”工厂的安全规范运行。
研究所从不同层面制定了不同的规章制度,规范和保障了“黑灯”工厂的良好运行。
3.工艺技术管理方面的制度建立
在“黑灯”工厂实际生产应用过程中,研发人员需要修订和完善工艺技术管理方面的制度,使其工艺技术文件及体系可以很好地与“黑灯”工厂生产模式匹配。
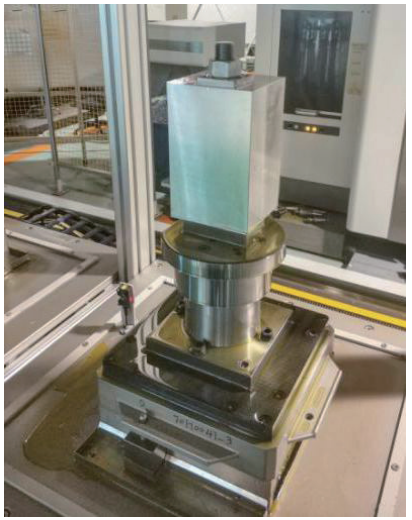
(1)制定了《基于“黑灯”3R 托盘二次设计通用工装的方法》,规范了“黑灯”加工单元内工装的设计思路,统一了工装接口,将机电型号的芯轴工装进行了通用化、产品化设计开发,优化设计各产品各工序所需工装,工装需具备高通用性,可满足同一类型产品的装夹定位需求,大幅降低了工装数量及工装费用支出。机电作动器芯轴工装如图 4所示。 数字化转型网www.szhzxw.cn
(2)制定了《基于“黑灯”单元加工零件的首件调试、检验点设置方案》《“黑灯”单元加工零件的半精加工和精加工检验点设置细则》,将应用于“黑灯”加工单元的工艺文件进行了统一优化、细化,主要优化、细化思路是根据半精加工和精加工要求对首件交检数量、检验尺寸及形位公差的精度等级进行优化检测。
通过建立工艺技术管理方面的制度,统一了“黑灯 ”工装的设计思路,使其向工装标准化迈进,在检验点的设置思路上也进行了规范要求,做到“黑灯”工厂内工装设计、工艺设计、检验点设置的标准化统一要求。
二、实践效果
1.项目达到的目标
“黑灯”工厂通过前期的技术研究和试运行迭代过程,在技术上已经满足多型号大批量生产加工需求。之后通过 1 年多的多型号大批量实际加工运行工作,“黑灯”工厂生产管理模式和相应的规章制度及技术规范都已制定完毕并得以实施,已经达到运行良好、规章制度健全的目标。 数字化转型网www.szhzxw.cn
2.取得的效果
“黑灯”工厂的效果如何不能仅靠自动化技术应用情况及规章制度制定情况来评价,最终还是要通过其实际产能来检验其效果,以下将通过 2020年全年的产能来说明“黑灯”工厂生产管理模式创新取得的效果。
“黑灯”工厂所在班组现有 8 人,10 台机床,2020 年全年“黑灯”工厂完成机电壳体、液压壳体、油泵关键零件等共计约几千件产品的加工工作;完成了其他小型零件近千件的车铣复合和五轴序加工工作。在人员未增加的情况下,“黑灯”单元 24h开机运行,中心的产能比应用“黑灯”工厂之前有了大幅度提升。
尤其是在第一次新冠疫情发生初期,3 位外地同志无法返回工作岗位,班长带领 4 位同志将“黑灯”工厂运转起来。2021 年的疫情对“黑灯”工厂的影响微乎其微,这得益于“黑灯”工厂的自动化水平,不再像原来那样设备高度依赖操作人员(正常班每台机床 1 人,24h 三班倒每台机床 3 人)。
在 2020 年任务极其繁重的情况下和受新冠疫情的影响,中心的伺服生产任务完成情况良好,大部分功劳要归于“黑灯”工厂的顺利高效运转,因为全年任务中工序最长、加工量最大的伺服机构壳体全在“黑灯”工厂加工。 数字化转型网www.szhzxw.cn
后续,中心仍将探索和完善“黑灯”工厂智能生产线的管理模式。此管理模式和经验可以应用在研究所正在建设的智能生产线管理中,也为自动化生产线大规模应用后的制度改革提供经验参考。
翻译:
Case | Black Light Factory production Management Model best practices
According to the overall requirements of the layout of the precision machining production line of the servo unit of the Beijing Precision Electromechanical Control Equipment Research Institute, the machining equipment on the first floor of the machining center No. 169 has begun to take shape in 2015, and the CNC milling machining center has independently produced and processed the equipment in the first stage of the advanced manufacturing mode, and built the machining unit production line of the directly affiliated parts. 数字化转型网www.szhzxw.cn
In order to significantly shorten the processing cycle of servomechanism shell, improve equipment utilization, improve batch quality consistency, reduce labor intensity, and improve labor productivity,
In order to significantly shorten the processing cycle of servomechanism shell, improve equipment utilization, improve batch quality consistency, reduce labor intensity, and improve labor productivity, the Institute began to carry out the “Research on the construction of servomechanism shell ‘Black light’ processing demonstration unit” in August 2015, relying on the major technology project of China Aerospace Science and Technology Group Co., LTD.; Since May 2017, relying on the major process project of Aerospace Science and Technology Group, the “Research on intelligent manufacturing technology of aerospace servo Products based on robots” has been carried out, and on this basis, the construction of the “Black light” factory has been vigorously promoted.
The research team optimized the process layout of the original processing center, and configured industrial robots, AGV logistics, three-dimensional warehouse, zero point positioning system and other automated auxiliary facilities to achieve automatic loading and unloading, automated warehousing and distribution functions; Equipped with the centralized control system of the production line, it realizes 100% industrial interconnection of the workshop equipment layer, remote monitoring of the production equipment, and centralized management, scheduling and control of all aspects of the production process. At present, it has built an automatic production line of CNC milling and machining center, with 24h unmanned continuous processing capability. The 3D view of the production line is shown in Figure 1.
FIG. 1 3D view of the production line 数字化转型网www.szhzxw.cn
Technological innovation has changed the production management mode of independent processing of a single machine tool before
Technological innovation has changed the production management mode of independent processing of a single machine tool before, in order to better adapt to the automated production mode, give full play to the production capacity of the “black light” factory, and ensure the smooth completion of various scientific research and production tasks, it is necessary to explore the production management mode of the “black light” factory. Since the trial operation in 2019, the Institute has been exploring and improving the production management scheme of the “Black light” plant. In 2020, in the face of heavy production tasks, the “black light” factory has shown great advantages in batch production, and the research team has also continuously optimized and improved the “Black light” factory production management plan and team production management rules in the production process.
Work and practice
“Black light” factory production management mode mainly studies the following three aspects: first, the construction of workshop centralized control system management function; The second is to organize production, schedule production and build production management system from workshop and team level; The third is to guide the technical management of the “black light” factory to construct the system, unify and optimize the technical requirements of the process.
1. Construction of management function of workshop centralized control system
Production line centralized control system is the core of improving the management level of automatic production line. It takes production plan as the source, equipment, personnel and other production resources as the basis, carries out manual scheduling/automatic post-scheduling of production plan, monitors and collects the implementation of the plan, and integrates workshop management. To realize timely inspection, timely report and timely feedback of workshop completion. And transfer the data among production planning, workshop execution and warehouse management into a closed loop.
In the development stage of workshop centralized control system, the center has built functional modules for production planning and scheduling management, production equipment management, material and tool management in view of the shortcomings of traditional management mode and the needs of automated production mode. 数字化转型网www.szhzxw.cn
(1) The planning and scheduling management function
The planning and scheduling management function can ensure that the planner can prepare a feasible production line production plan according to the position of materials, tools, tooling, and the integration of processing technology and numerical control program. At the same time, it supports the scheduler to search, add, change and cancel the workshop production plan. And track and query the production plan progress. The schematic diagram of production planning and scheduling function is shown in Figure 2.
Figure 2 Schematic diagram of production planning and scheduling functions
(2) Production equipment management functions
Production equipment management functions include equipment interconnection, monitoring and control functions, equipment fault alarm and fault avoidance functions. Device interworking, monitoring, and control functions can realize remote visual online monitoring and operation data analysis of machine tools and other equipment. And can display historical data of different types of equipment through graphs and lists, and automatically generate statistical reports. Equipment fault alarm and fault avoidance function can realize abnormal situation alarm, remind the abnormal operation of the production line. And avoid simple faults according to the level, for the unrecognized fault cause, take direct stop processing and alarm processing measures, and feedback the status to the centralized control system of the production line. 数字化转型网www.szhzxw.cn
(3) Material and tool management functions
Material and tool management functions realize the information inventory management of raw materials, tooling, semi-finished products, finished products and tools required in the production line processing, can realize the management of materials, tooling and products in and out of storage, inventory management of existing inventory and actual demand. And return management of materials generated by abnormal production. As well as the multi-dimensional real-time and accurate query and management function of the material and tool information in the warehouse. The data processing saves manpower, material resources and storage space, and improves the working efficiency.
Through the construction of workshop centralized control system, the production management mode has been changed. And the management level of the production line has been greatly improved.
2. Establish rules and regulations for production management
The change of production and processing mode requires the revision and formulation of corresponding rules and regulations to guide and guarantee the orderly operation of the “black light” factory. The preliminary drafting of rules and regulations needs to be based on the team where the “black light” factory is located to ensure that the rules and regulations “come from the masses to the masses.” On the basis of fully understanding the operation process of the automatic production line. The project team has formulated 18 practical rules and regulations in detail from four levels:. The center layer, the workshop layer, the team layer and the production line layer. The composition framework of production management system is shown in Figure 3.
FIG. 3 Composition framework of production management system
(1) Machine center level
The “Black Light” factory management Plan, the “Black Light” factory production and processing organization mode, and the “Black Light” unit maintenance and rapid repair system have been formulated at the machine processing center level, and the organization and production and comprehensive management of the “Black light” factory have been standardized from the management system at the machine processing center level. The personnel allocation and job responsibilities of the team, the production and processing organization mode of the team. And the training of personnel operation skills are clarified. 数字化转型网www.szhzxw.cn
(2) Shop level
At the workshop level, the “Black light” factory production scheduling, first commissioning, batch inspection process “, “Black light” factory team production management rules “, “Black light” factory team safety management rules “, “Black light” factory shift and duty system “, “Black light” factory working hours assessment method (trial operation) “, “Black light” factory rationalization proposals to improve the collection of incentives” From the workshop level, a series of detailed management systems and methods for the scheduling, delivery and inspection, working hours, duty, and rewards of the “black light” factory have been developed.
(3) Team level
At the team level, the “team personnel shift and duty rotation Methods”, “team monthly assessment rules”, “team equipment inspection and maintenance rules” and “team safety inspection rules” were detailed. And the team carried out a number of “black light” unit, central control system, tool library and line storage technical training. 数字化转型网www.szhzxw.cn
(4) Developed the “Intelligent Manufacturing unit safety and environmental protection operating regulations”, “Intelligent manufacturing unit safety Instructions”, “Robot safety and environmental protection operating regulations”, “wire warehouse safety and environmental protection operating regulations” and “wire warehouse safety instructions”, and passed the level of review, from the safety and operation level to ensure the safe and standardized operation of the “black light” factory.
The institute has formulated different rules and regulations from different levels to standardize and guarantee the good operation of the “black light” factory.
3. System establishment in process technology management
In the actual production application process of the “black light” factory, R & D personnel need to revise and improve the system of process technology management, so that its process technology documents and systems can be well matched with the production mode of the “black light” factory.
(1) Formulated the Method of Secondary Design of general Tooling based on the “Black Light” 3R tray, standardized the design ideas of tooling in the “black light” processing unit, unified the tooling interface, generalized and productized the design and development of electromechanical mandrel tooling, optimized the design of tooling required by each product and each process, and the tooling should have high versatility. It can meet the clamping and positioning needs of the same type of products. And greatly reduce the number of tooling and tooling costs. The mandrel tooling of the electromechanical actuator is shown in Figure 4.
FIG. 4 Physical picture of electromechanical actuator mandrel tooling
(2) Formulated the “First commissioning and inspection point setting scheme for machining parts based on” Black light “unit” semi-finishing and finishing inspection point setting Rules for “Black light” unit machining parts “. And uniformly optimized and refined the process documents applied to “black light” processing unit. The main optimization and refinement idea is to optimize the precision level of the first part inspection quantity, inspection size and form and position tolerance according to the requirements of semi-finishing and finishing. 数字化转型网www.szhzxw.cn
Through the establishment of the process technology management system. The design idea of the “black light” tooling is unified, so that it is standardized to the tooling standardization. And the setting idea of the inspection point is also standardized. So that the “black light” factory tooling design, process design, and inspection point setting are standardized and unified requirements.
Practical effects
1. The goal of the project
Through the early technical research and trial operation iteration process. The “Black light” factory has technically met the needs of multi-model mass production and processing. After more than 1 year of multi-model large-scale actual processing operation work. The “Black light” factory production management mode and the corresponding rules and regulations and technical specifications have been formulated and implemented. And the goal of good operation and sound rules and regulations has been achieved.
2. Achieved effect
The effect of the “black light” factory can not only rely on the application of automation technology and the development of rules and regulations to evaluate, and ultimately through its actual production capacity to test its effect, the following will be through the annual production capacity in 2020 to explain the “black light” factory production management model innovation results.
The team of the “Black light” factory has 8 people and 10 machine tools. In 2020, the “Black light” factory has completed the processing of about thousands of products such as electromechanical shell, hydraulic shell and key parts of oil pump. Completed turn-milling composite and five-axis sequence machining of nearly 1,000 other small parts. In the case of no increase in personnel, the “black light” unit is turned on for 24h. And the capacity of the center has been greatly improved than before the application of the “black light” factory. 数字化转型网www.szhzxw.cn
Especially in the early days of the first COVID-19 outbreak, three comrades from other places could not return to work, and the monitor led four comrades to put the “black light” factory into operation.
The impact of the 2021 epidemic on the “black light” plant is minimal, thanks to the level of automation in the “black light” plant, which is no longer highly dependent on operators (1 person per machine in the normal shift, 3 people per machine in three shifts in 24h).
In the case of extremely heavy tasks in 2020 and the impact of the novel coronavirus epidemic. The servo production task of the center has been completed well. And most of the credit should be attributed to the smooth and efficient operation of the “black light” factory. Because the longest process and the largest processing volume of the servomechanical shell in the task of the year are all processed in the “black light” factory. 数字化转型网www.szhzxw.cn
In the future, the center will still explore and improve the management mode of the intelligent production line of the “black light” factory. This management model and experience can be applied to the intelligent production line management under construction in the institute. And also provide experience reference for the system reform after the large-scale application of automated production lines.
本文由数字化转型网(www.szhzxw.cn)转载而成,来源于新工业网;编辑/翻译:数字化转型网宁檬树。

免责声明: 本网站(http://www.szhzxw.cn/)内容主要来自原创、合作媒体供稿和第三方投稿,凡在本网站出现的信息,均仅供参考。本网站将尽力确保所提供信息的准确性及可靠性,但不保证有关资料的准确性及可靠性,读者在使用前请进一步核实,并对任何自主决定的行为负责。本网站对有关资料所引致的错误、不确或遗漏,概不负任何法律责任。
本网站刊载的所有内容(包括但不仅限文字、图片、LOGO、音频、视频、软件、程序等) 版权归原作者所有。任何单位或个人认为本网站中的内容可能涉嫌侵犯其知识产权或存在不实内容时,请及时通知本站,予以删除。