一、概述
1. 行业介绍
硬质合金是我国新材料产业的重要组成部分,多次写入《重点新材料首批次应用示范指导目录》,长期为精密加工、装备制造、能源钻探、工程基建、国防军工等产业提供不可或缺的工具支持。其制造水平直接关联着上述领域的发展速度与水平,发展高端制造业需要拥有与之相配套的强大硬质合金制造能力。
面临这样全面做大做强、优化升级的重大历史机遇,硬质合金产业应该迎头赶上,全力发展智能制造技术及应用,建设智能制造工厂凹。作为当前新一轮产业变革的核心驱动干学统和战略焦点,智能制造贯穿设计、生产、管理、营销、售后等各环节,是工业制造转型升级的重要模式。在硬质合金工厂中如何引入智能制造技术,打造智能工厂,重点解决影响因素多、知识无沉淀、产业无协同等问题。
硬质合金是由难熔金属(W)的硬质化合物(WC)和粘结金属钴(碳化钨+钴+微量添加剂),俗称钨钢。硬质合金具有硬度高、耐磨及韧性较好、耐热、耐腐蚀等一系列优良性能。特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度,被称为“工业的牙齿”。
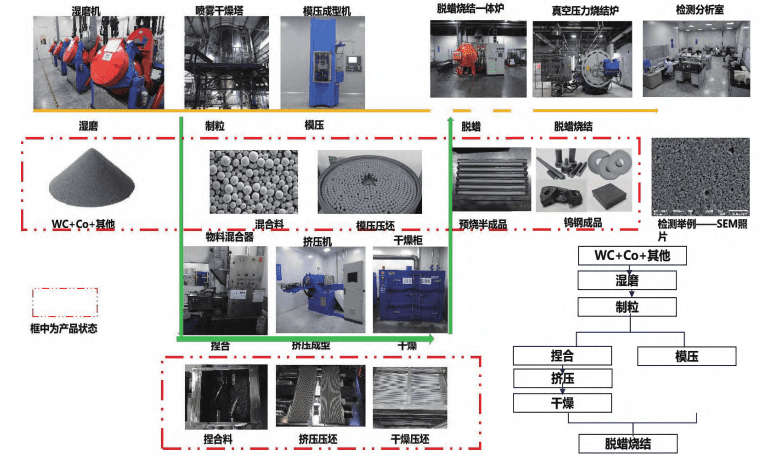
硬质合金制造过程需经球磨、喷雾制粒、成型、烧结等工艺,其生产流程如图1所示:
2. 行业痛点分析
中国已经成为名副其实的硬质合金第一生产大国,但从产业收入及行业利润率来看处在全球同行较低水平,具有典型的“大而不强”的特征。随着近年来对精密加工及精密零配件的需求,硬质合金相关的前沿科技、核心应用水平都得到了很大的提升,但在生产制造端由于硬质合金生产制造过程流程长、涉及设备及原材料种类多、生产工艺复杂度高等原因,在整个生产过程中还存在着人员工作环境差、人为因素对品质影响严重、行业知识沉淀及标准化程度不够、产业上下游技术协同能力差这四个主要问题。
二、硬质合金工厂智能制造落地实践
1. 达到的目标
硬质合金智能工厂的建设主要是将自动化程控设备与信息化系统进行集成,通过信息技术与工业制造技术深度融合实现硬质合金制造的智能化升级。
项目主要通过信息集成手段,打造智能化的湿磨、制粒、成型、烧结等生产工段以及仓储运输系统,全面提升各生产单元的信息化与自动化水平,实现生产制造系统与工厂信息化体系的互联互通,建设业务数据集成共享的智能工厂体系。通过智能工厂体系的建设,实现制造系统的自动化、信息化、可视化、协同化、智能化和虚实一体化,提高生产效率,降低运营成本,为企业全面向智能制造新模式转型升级奠定良好的基础。
(1)提升智能化水平,减少人为参与
(1)自动化能力提升
通过对材料制造的各个工段进行自动化改造,减少现场作业人员、降低人员劳动强度、减少人为因素的影响,提升作业标准度。
(2)信息化能力提升
搭建一体化信息管理平台,通过部署设备数据采集及智能监控系统、制造执行系统(MES)、企业资源计划(ERP)、仓储管理系统(WMS)、数配库产品全生命周期管理系统(PLM),打通研发、制造、品控各环节,实现对终端客户、设计人员、上游材料供应商、设备管理数据的初步整合,达到提质、增效、降本、减存的经营目的。
(3)设备协同能力提升
通过信息化能力的提升实现设备生产状态透明化,并根据实际需求,设计设备间协同模型,实现设备根据模型和阈值进行的自我参数设定和生产执行。
(2)收集生产经验,形成知识模型
实现业务数据全量全要素链接,确保形成完整的数据库,对难以实现自动采集的数据要按照数据标准进行人为采集。在数据采集过程中,引入工业互联网标识解析技术,对设备、批次、产品及数据进行唯一标识,实现数据之间的“血亲式”关联,方便后续对数据的利用。利用数据治理相关技术,把丰富的、标准的、有相关性的数据进行数据分析和模型建立。打造成一个个可以应用的模型,在研发层面可以替代一部分技术工程师的工作和帮助技术工程师更快更准确地做出决策;在生产执行层面,可以帮助设备间的自我协同及让生产人员及时发现异常和获得应急处置方案。
(3)打通上下游,以数据驱动技术螺旋上升
硬质合金是上下游相互依赖程度较高的行业。原材料企业、合金企业、工具企业、工具使用企业之间,需要充分的技术交流、资源共享:上游采集下游的终端生产应用数据,反哺上游研发工作,下游根据上游产品特性,有针对性制定生产工艺和选择应用场景,将是行业未来发展的重要趋势。目前主要是各企业之间的单点合作,难以实现行业资源的充分配置,利用现代的信息化手段,消除信息壁垒,实现企业间数据、设备、技术、人员、资金的多方合作,使现有资源得到充分利用,将提升硬质合金行业技术水平,为我国的精密制造业、能源及基础设施建设等行业提供更低钨资源消耗、更低成本、更高性能的终端产品。
2. 项目建设内容
项目方案架构图见图2,主要建设内容分为三大部分:
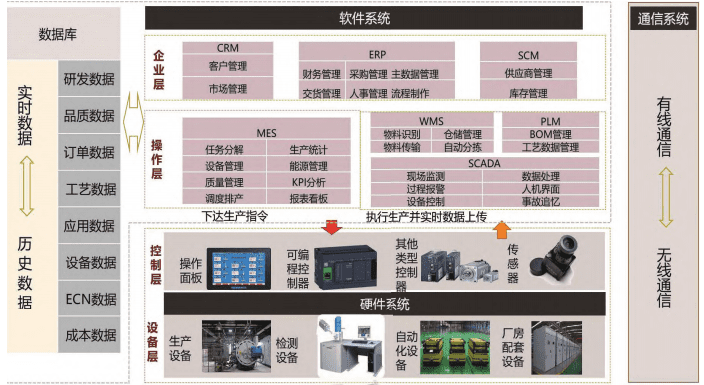
(1) 软件系统
通过打通现有的ERP软件和新引入的CRM、PLM、MES等软件进行融合,打造一体化软件系统,实现对终端客户、设计人员、上游材料供应商、设备管理数据的初步整合,形成对客户需求的快速响应,通过人工智能优化迭代,最终形成对客户需求的快速响应能力。
(2) 硬件系统
通过根据车间实际情况部署自动化设备。主要涉及模压机自动取料机器人及传送带、挤压自动切断机及搬运机器人、烧结炉自动堆料机器人等,设备部署完成后需要通过各类设备的接口对接实现设备(包括生产设备、检测设备、自动化设备、附属配套设备)数据的自动采集及指令控制,对于暂时不能接入的设备也要建立对应的数据录入制度,实现设备数据的全量全要素接入。
(3) 通信系统
通过建设可以实现数据高速传输的网络基础设施。在更强调稳定性的固定设备采用有线网络,比如取料机器人,如果断网,可能会造成撞击的现象;在如自动引导运输车(AGV)这一类运动设备的连接中部署5G专网,保障各部位信号的连续性。
3. 平台实施步骤
(1) 生产现场各个工序的梳理
主要需要对硬质合金制造全过程进行了解,包括生产流程及配合的设备、关键工艺参数、每一步的节拍、品质检查点等。这部分资料设计后续信息化系统时的重要参考资料,也是运营技术与信息技术融合的关键数据。
(2)现有信息化基础梳理
了解现有的信息化系统,比如目前企业已有ERP系统、邮件协同系统等。另外需要了解设备协议对接接口情况,包括可以实现数据采集、反向控制功能的能力。在设计新的信息化系统时,在系统层面需要考虑原来的信息化系统是否需要搬迁或者可以直接进行兼容,在设备层面需要考虑哪些是哑设备,哪些是可以进行数据互通的设备,提前做好规划。
(3)现有自动化基础梳理
对现场已经投入自动化设备及自动化集成度高的设备进行了解,这一部分需要考虑嵌入当前的自动化方案中。在设计过程中需充分考虑技术可靠性及生产实际,降低产线功能实现的风险。
(4)自动化产线设计与实施
自动化产线是本项目中实施风险最高的部分,如果设计方案没有得到充分评估,可能导致投入硬件后长期的调试、修改还不能达到预期效果的情况。
项目在自动化设计过程中,充分参考本行业和其他相近行业的自动化设备和产线,针对以下内容进行重点改造:
舟皿涂刷及清理设备
原有人力进行舟皿涂刷及清理过程有三个难点:需求人力多、工作环境差(粉尘大)、清理效果差。通过论证,在喷涂阶段引入自动化喷涂机器人,整个喷涂过程在喷涂车间完成,人员放置好舟皿后就撤出车间,机器人自动完成整个喷涂工作。在舟皿清理阶段引入干冰清洗,利用干冰挥发带来环境极冷的特性,可以实现舟皿涂料的快速清理,且洁净度高、不损伤舟皿。通过涂刷及清理的自动化设备部署,此工序人员缩减了90%,效率提升了5倍。
粉料提升设备
此处主要部署电动提升设备,降低人员抬高物料的劳动强度。因为粉料的特殊性,此处设计主要按照半自动化的方式来实施。此项目降低了人员劳动强度,单次作业人力从10人减少为3人。
模压取料机器人
模压取料自动取料部分包含设备有模压机、取料机器人、精密电子秤、尺寸检测机器视觉系统。机器人需要与模压机进行信号对接,实现模压机与机器人的系统工作。视觉检测设备和电子秤需要把信号对接入品质系统中,当发现连续5个检测数据靠检测控制线时,需进行预警并指导模压机的行程单元完成参数修改。此工序原来每台设备需一名操作人员,此项目改造完工后,实现了每10台设备配备一名操作人员。
挤压自动化线
挤压成型工序需部署自动推舟机构、搬运机器人。自动推舟机构主要实现推舟尺寸和速度一致,保证接料顺畅。搬运机器人主要实现周末接料完成后可以自动放置到干燥货架上。此项目的实施降低了人员劳动强度,且人力降低一半以上。
烧结自动化线
烧结主要需建造堆垛机器人,可以把货架上的物料整齐地放置到石墨底板上,放置完成后需进行视觉外观检测,防止不整齐导致进炉过程中滑落的情况。
仓储物流
仓储中需按照货架规划堆垛机及AGV,实现仓储系统接到派单任务并确认发货后,堆垛机会自动到设定的位置取料并放置到AGV上进行运输。
项目中的其他工序也需要配置对应的转运AGV,比如湿磨料浆桶的转运、坯料货架的转运等。为了防止运输过程发生碰撞,AGV需采用激光导航和定位带结合的方式。
自动检测及成品包装线
在品质管理室投入自动上料机、自动跌落测试机、尺寸视觉检测单元、直线度视觉检测单元、自动成品包装机。此过程实现了成品一站式检测(除需送实验室检测项目外)、包装,该工序人数从原来的10人降为2人。
(5)信息化系统设计及实施
本项目信息化系统设计原则为:统一入口、不同专业模块、数据互联互通。
基于原有ERP的基础上,同时导入MES、WMS、PLM等工业软件,结合二维码标识识别技术,做到人机互联,机机互联,人物互联。在底层执行层实现智能仓储,智能物流,智能检测、自动包装等功能,在生产的实施过程中实现产品辅助设计、订单数字化排程,生产过程自动化控制,产品质量的实时监控,产品状态的跟踪追溯,机器状态预警等。
项目实施过程中需严格参考前期对各个工序及基础情况调研的材料,根据部门职能分工、资源调度流程、生产工艺、工序节拍、场地信息等进行系统的设计。每个软件的交互方式和功能模块设计需要与职能部门进行沟通确认和操作测试。系统上线后,先进行小批量的测试,检测流程是否顺畅,系统是否稳定。
(6)数据采集及模型建立
数据是产线智能决策、企业知识沉淀核心要素和关键战略资源,通过全要素、全链条、全价值链、全生命周期的数据整合汇聚与分析建模,形成数据驱动的智能和数据驱动的创新,并实现物理世界和数字空间的相互映射和高效协同。建立生产过程数据采集和分析系统,实现生产进度、现场操作、质量检验、设备状态、物料传送等生产现场数据自动上传,并实现可视化管理。工厂从搬运、储存、流通、检测诸环节到材料的具体生产制造,已经通过企业综合平台打通了内部数据孤岛,实现了企业数据共享。
现场硬件设备数据采集过程中,应采尽采可以进行接口对接的设备需全部采用自动数据采集,针对哑设备尽量外接传感器来实现数据采集或者手工录入的方式来实现。
针对后续的数据应用,需要打造一批低代码开发工具,降低利用数据的打造机理模型的门槛,方便后续可以便捷开展知识沉淀工作。
三、目前还存在的问题
1. 成本问题
智能制造项目涉及一些比较贵的硬件,以一个年产500吨的硬质合金制造线为例,其自动化设备价值预计约1000万,如果其中一台设备不能按照设计思路实现就可能导致整条线因工序断点而废掉。而行业的自动化水平处于起步阶段,很多产品都是首台套,其可实施性保障风险较大,不管供应商还是客户都很难下决心实施,过程中需要反复讨论方案,决策时间长。目前各类自动化设备、智能产线供应商开始慢慢专注于行业和领域,尽量少做首台套产品(自动化设备行业,成熟设备的成本比首台套要低30%左右,且成功率可以保证),后续这类情况将逐步改善。
2. 技术瓶颈问题
(1)存在无法连接的设备
比如氮氧分析仪、扫描电镜、热重分析仪等精密设备,这类设备厂商为防止设备精度受到干扰及保护其技术机密,严禁对外提供对接接口,形成了检测数据孤岛,无法实现自动采集及分析。还有就是烧结炉一类的高危设备,其使用过程中涉及高温、高压、危险气体,为了保障设备传感及控制单元按照最安全方式运行,目前设备厂商一般只开通了数据采集接口,而不开放控制接口,可以从边缘层进行数据采集,但不能实现从系统层面的智能控制。另外还存在捏合机、溶剂熔融器等哑设备,没有数据对接接口,无法实现数据的互联互通。
(2)存在目前技术难以实现智能化的工序
湿磨工序
湿磨工序因为涉及碳化钨、钴、石蜡、酒精等多种原材料及粉末、液体、熔融态等各类物理形态,难以进行标准化加料控制,无法实现一站式系统发送配料配方,自动完成拆包、取料、加料等动作。目前只实现了利用电动提升设备节省人员劳动强度及各类原材料添加量自动记录传输。
清洗工序
硬质合金制造过程对物料洁净程度要求很高,外来物质或者不同批次物料都可能造成混料导致物料报废,且发现时一般都已成为成品,难以追溯异常工序。在制造过程中,通常采取大量清洗的工作来解决:如湿磨机卸料完毕后的清洗、转运设备的清洗、捏合机的清洗等。这一类过程目前主要靠人力,工作量大且清洗效果难以保持稳定。
成品外观检测
硬质合金生产在烧结过程中会接触舟皿涂料,经过自动卸料机器人后,其表面会沾上大量的黑色污染物,我们在利用机器视觉对外观表现的脱碳、渗碳、裂纹等进行监测时,会受到这一类污染物的影响,机器视觉检测正确率只能达到90%左右。
3. 产业基础问题
(1)数据共享难
(1)技术数据
硬质合金行业产业链较长,基础设施投资大,90%以上厂商只参与其中某个产业节点,但硬质合金又是上下游相互依赖程度较高的行业。真实的生产环境中,一般涉及多地(粉末制造主要在潮州、赣州、株洲,硬质合金制造主要在株洲、厦门、四川,刀具加工及应用主要在东莞、常州、无锡、深圳)、多企业的协同。既受限于数据共享的技术手段,也受限于企业机密的自我保护,目前上下游没有有效的建立数据共享基础。没有丰富的产业链技术数据作为支撑,材料研发、应用的相关模型就无法很好地建立,造成了很大的数据浪费。
(2)供应链数据
硬质合金主要原材料碳化钨粉末及钴粉末,其价格因国际局势、国家政策等因素影响而波动较大:以钴粉为例,2022年售价最高为653元/千克,最低为315元/千克图]。企业生产成本和报价策略影响也较大。为避免在产品报价时因对手了解了库存信息而处于谈判弱势,大部分企业都不愿意公开自己的库存数据。没有透明的库存数据,产业链各环节就难以实现实时、精准的排产、订单、生产管理,经常出现需要紧急调货、有订单不敢接、接了订单交不上货的情况。
(2)资源保护能力较弱
硬质合金企业整体面临转型升级。尽管原料钨是我国的优势资源,但与稀土一样都是我国的战略资源,是国家列入保护性开采的特定矿种。多年来,国内钨行业由于大量中小企业参与资源开发利用,行业粗放式发展现象严重,钨资源的价值并未得到充分利用。发达国家,如韩国、美国、瑞典都开始对钨资源进行严格管控,对企业要求卖出多少硬质合金产品必须回收对应重量的硬质合金回收料。
在中国经济步入结构性调整的新时期,通过智能化、信息化手段提高钨资源开发利用效率,将是行业未来的发展方向。
(3)产业配套的精密设备及控制系统技术基础弱
硬质合金1923年诞生于德国,后在欧美及日本得到快速发展,也在这些国家和地区形成了较为发达的配套产业:从高端粉末制备技术、高端生产设备制造到当下高集成度的自动化产线制造及工业控制系统开发,都处于领先地位。我国是硬质合金生产第一大国,但对精密的设备及其控制系统开发还处于起步阶段,导致在生产一线的智能控制模块不能完全发挥智能制造的效力。
四、结语
智能工厂的实施是对原有生产模式的重塑,信息技术人员需对项目进行深度调研,与行业专家反复就问题及解决方案进行确认和推演,最终实现数智支撑、流程再造。
在项目实施过程中,针对投入大或时间长的部分,特别是自动化硬件部分,主要参考成熟方案的组合,降低硬件投入风险。在项目建设过程中需把信息安全作为软件系统建设、5G部署、信息化硬件重要选择条件;在整个网络设计时,对外互联窗口尽量统一为一个,其他采用局域网部署。
针对项目关键节点位置(如品质检测、设备防撞等)采用智能化手段的,需进行冗余设计,避免危险事故或品质重大异常发生。
通过智能工厂的建设,在生产端缩减了70%以上的现场操作人员,改善了人员劳动环境、减少了人参与带来的不稳定因素、提升了生产效率、降低了管理成本。在企业端,可以通过工业软件的部署实现生产信息透明化、生产计划智能化及历史数据可追溯、现场设备可控制。在产业端,实现了重要合作伙伴之间的信息互通,迈出了产业协同、服务延伸重要的一步。但受限于项目成本及其他技术和商业问题,目前还未完全实现无人工厂及更广泛的产业协同。知识沉淀模块目前只可以保证企业内知识得到很好的收集及整理,需要产业配合的知识沉淀方案目前还在探索中。后续将进一步打造产业共同体,引入更多的企业接入互联互通系统,才可以建立一个技术快速进步、资源循环利用、效率不断提升的产业新生态。

翻译:
Case | carbide factory intelligent manufacturing practice
First, overview
1. Industry introduction
Cemented carbide is an important part of China’s new materials industry, has been written into the “Key new materials first application demonstration Guide Catalog” for a long time for precision machining, equipment manufacturing, energy drilling, engineering infrastructure, national defense and other industries to provide indispensable tool support. Its manufacturing level is directly related to the speed and level of development in the above fields, and the development of high-end manufacturing needs to have a strong carbide manufacturing capacity with it.
Faced with such a comprehensive bigger and stronger, optimization and upgrading of major historical opportunities, the cemented carbide industry should catch up, fully develop intelligent manufacturing technology and applications, and build intelligent manufacturing plants. As the core driver of the current new round of industrial change and the strategic focus, intelligent manufacturing runs through the design, production, management, marketing, after-sales and other links, and is an important mode of industrial manufacturing transformation and upgrading. How to introduce intelligent manufacturing technology in cemented carbide factories, build smart factories, and focus on solving the problems of many influencing factors, knowledge without precipitation, and industry without collaboration.
Tungsten carbide is composed of refractory metal (W) of a hard compound (WC) and bonded metal cobalt (tungsten carbide + cobalt + trace additives), commonly known as tungsten steel. Cemented carbide has a series of excellent properties such as high hardness, wear resistance and toughness, heat resistance and corrosion resistance. In particular, its high hardness and wear resistance, even at the temperature of 500 ° C is basically unchanged, at 1000 ° C still has a high hardness, known as “industrial teeth.”
Tungsten carbide manufacturing process needs to be ball milling, spray granulation, molding, sintering and other processes, the production process is shown in Figure 1:
Figure 1 Cemented carbide manufacturing process
2. Industry pain point analysis
China has become a veritable first producer of cemented carbide, but from the perspective of industrial income and industry profit margins at a lower level of global peers, with typical “big but not strong” characteristics. With the demand for precision machining and precision parts in recent years, the cutting-edge technology and core application level related to cemented carbide have been greatly improved, but in the production and manufacturing end, due to the long manufacturing process of cemented carbide production and manufacturing process, involving many types of equipment and raw materials, and high production process complexity, In the entire production process, there are still four major problems: poor working environment, serious impact of human factors on quality, insufficient industry knowledge precipitation and standardization, and poor technical collaboration ability of upstream and downstream industries.
Second, cemented carbide factory intelligent manufacturing practice
1. Achieved goals
The construction of tungsten carbide smart factory is mainly to integrate automated program control equipment and information system, and realize the intelligent upgrade of tungsten carbide manufacturing through the deep integration of information technology and industrial manufacturing technology.
The project mainly through information integration means to create intelligent wet grinding, granulation, molding, sintering and other production sections as well as storage and transportation systems, comprehensively improve the information and automation level of each production unit, realize the interconnection between the production and manufacturing systems and the factory information system, and build a smart factory system with business data integration and sharing. Through the construction of the smart factory system, the automation, information, visualization, coordination, intelligence and virtual and real integration of the manufacturing system can be realized, improve production efficiency, reduce operating costs, and lay a good foundation for enterprises to fully transform and upgrade to the new model of intelligent manufacturing.
(1) Improve the level of intelligence and reduce human participation
Improvement of automation capability
Through the automatic transformation of each section of material manufacturing, it can reduce the field personnel, reduce the labor intensity of personnel, reduce the influence of human factors, and improve the operation standard.
Enhancement of informatization capability
Build an integrated information management platform, through the deployment of equipment data acquisition and intelligent monitoring system, manufacturing execution system (MES), enterprise resource planning (ERP), warehouse management system (WMS), product life cycle management system (PLM), to open up all aspects of R & D, manufacturing, and quality control. To achieve the initial integration of end customers, designers, upstream material suppliers, equipment management data, to achieve the purpose of improving quality, increasing efficiency, reducing cost, reducing storage.
Equipment coordination ability is improved
Through the improvement of information technology capability, the transparency of equipment production status is realized. According to the actual needs, the cooperation model between equipment is designed to realize the self-parameter setting and production execution of equipment according to the model and threshold.
(2) Collect production experience and form a knowledge model
To realize the link of all elements of business data, to ensure the formation of a complete database, and to collect the data that is difficult to achieve automatic collection according to the data standard. In the process of data collection, the industrial Internet identification analysis technology is introduced to uniquely identify equipment, batches, products and data, and realize the “blood relation” between the data to facilitate the subsequent use of data. Use data governance related technologies to analyze and model rich, standard and relevant data. Build a model that can be applied one by one, which can replace the work of some technical engineers at the research and development level and help technical engineers make decisions faster and more accurately; At the production execution level, it can help the self-coordination between equipment and allow production personnel to find anomalies and obtain emergency solutions in time.
(3) Open up the upstream and downstream, and spiral up with data-driven technology
Cemented carbide is an industry with a high degree of upstream and downstream interdependence. Raw material enterprises, alloy enterprises, tool enterprises, tool using enterprises, need sufficient technical exchanges and resource sharing: upstream collection of downstream terminal production application data, feed upstream research and development work, downstream according to the characteristics of upstream products, targeted production process and selection of application scenarios, will be an important trend in the future development of the industry.
At present, it is mainly a single point of cooperation between enterprises, it is difficult to achieve the full allocation of industry resources, the use of modern information means, eliminate information barriers, and achieve multi-party cooperation between enterprises in data, equipment, technology, personnel and capital, so that existing resources can be fully utilized, which will improve the technical level of the carbide industry. For China’s precision manufacturing industry, energy and infrastructure construction and other industries to provide lower tungsten resource consumption, lower cost, higher performance end products.
2. Project construction content
The schematic diagram of the project scheme is shown in Figure 2. The main construction contents are divided into three parts:
Figure 2 Architecture diagram of project scheme
(1) Software system
Through the integration of the existing ERP software and the newly introduced CRM, PLM, MES and other software, the integrated software system is built to achieve the initial integration of end customers, designers, upstream material suppliers and equipment management data, and form a rapid response to customer needs. Through the optimization iteration of artificial intelligence, the rapid response ability to customer needs is finally formed.
(2) Hardware system
By deploying automation equipment according to the actual situation of the shop floor. It mainly involves automatic feeding robot and conveyor belt of molding machine, extrusion automatic cutting machine and handling robot, sintering furnace automatic stacking robot, etc. After the deployment of equipment, it is necessary to realize automatic data collection and command control of equipment (including production equipment, testing equipment, automation equipment and auxiliary equipment) through the interface of various equipment. For the equipment that cannot be accessed temporarily, a corresponding data entry system should be established to achieve full access to all elements of the equipment data.
(3) Communication system
Through the construction of network infrastructure that can realize high-speed data transmission. Wired networks are used in fixed equipment with more emphasis on stability, such as feeding robots, which may cause impact if the network is disconnected; The 5G private network is deployed in the connection of sports equipment such as automated guided transport vehicles (AGVs) to ensure the continuity of signals in all parts.
3. Platform implementation steps
(1) Sorting out each process on the production site
It is mainly necessary to understand the whole process of cemented carbide manufacturing, including the production process and equipment, key process parameters, the rhythm of each step, and quality checkpoints. This part of the data is an important reference for the design of subsequent information systems, and is also the key data for the integration of operation technology and information technology.
(2) Combing the existing information foundation
Understand the existing information system, such as ERP system, mail coordination system, etc. In addition, you need to understand the protocol interface of the device. Including the ability to implement data collection and reverse control functions. When designing a new information system, at the system level, it is necessary to consider whether the original information system needs to be relocated or can be directly compatible, and at the equipment level, it is necessary to consider which are dumb equipment and which are equipment that can carry out data interworking, and make plans in advance.
(3) Existing automation basis combing
To understand the automation equipment that has been put into the field and the equipment with a high degree of automation integration. This part needs to be considered to be embedded in the current automation scheme. In the design process, technical reliability and actual production should be fully considered to reduce the risk of functional realization of production line.
(4) Design and implementation of automated production lines
The automated production line is the part with the highest implementation risk in this project. If the design scheme is not fully evaluated. It may lead to the situation that the long-term debugging and modification after the hardware is invested cannot achieve the expected effect.
In the process of automation design of the project, the automation equipment and production line of this industry and other similar industries are fully referred to, and the following contents are mainly transformed:
Boat painting and cleaning equipment
There are three difficulties in the process of painting and cleaning the boat with the original manpower: more manpower is needed, the working environment is poor (large dust). And the cleaning effect is poor. Through demonstration, the automatic spraying robot is introduced in the spraying stage. And the entire spraying process is completed in the spraying workshop. After the personnel place the boat, they withdraw from the workshop. The robot automatically completes the entire spraying work. The introduction of dry ice cleaning in the cleaning stage of the boat, using the characteristics of dry ice volatilization to bring extreme cold environment, can achieve rapid cleaning of the boat paint, and high cleanliness, no damage to the boat. Through the deployment of automated equipment for painting and cleaning, this process has reduced personnel by 90% and increased efficiency by five times.
Powder lifting equipment
Electric lifting equipment is mainly deployed here to reduce the labor intensity of personnel to raise materials. Because of the particularity of powder, the design here is mainly implemented in a semi-automatic way. This project reduces the labor intensity of personnel, and the manpower of a single operation is reduced from 10 people to 3 people.
Molding robot
The automatic material taking part includes the equipment of the mold press, the material taking robot, the precision electronic scale, and the dimensional detection machine vision system. The robot needs to perform signal docking with the molding machine to realize the systematic work between the molding machine and the robot. Visual inspection equipment and electronic scale need to connect the signal to the quality system. When 5 consecutive detection data are found to be against the detection control line. It is necessary to give early warning and guide the travel unit of the mold press to complete parameter modification. This process used to require one operator for each device. But after the completion of this project, one operator for every 10 devices was realized.
Extrusion automation line
The extrusion process requires the deployment of automatic push-boat mechanism and handling robot. The automatic push boat mechanism mainly realizes the same size and speed of the push boat to ensure smooth feeding. The handling robot can be automatically placed on the dry shelf after receiving materials on weekends. The implementation of this project has reduced the labor intensity of personnel. And the manpower has been reduced by more than half.
Automatic sintering line
Sintering mainly needs to build a stacking robot, which can neatly place the materials on the shelf on the graphite bottom plate. And carry out visual appearance detection after placement to prevent the situation that the irregularity leads to the slide in the furnace process.
Warehousing and logistics
In warehousing, it is necessary to plan the stacker and AGV according to the shelf. So that after the warehousing system receives the dispatch task and confirms the delivery. The stacker will automatically pick up the material at the set position and place it on the AGV for transportation.
Other processes in the project also need to configure the corresponding transfer AGV. Such as the transfer of wet abrasive slurry drums, the transfer of billet shelves, etc. In order to prevent collisions during transportation, AGVs need to use a combination of laser navigation and positioning belts.
Automatic inspection and finished product packaging line
Put automatic feeder, automatic drop tester, dimensional visual inspection unit, straightness visual inspection unit and automatic finished product packaging machine in the quality control room. This process realizes one-stop testing of finished products (except for items that need to be sent to the laboratory for testing) and packaging. And the number of people in this process is reduced from the original 10 people to 2 people.
(5) Information system design and implementation
The design principles of the information system of this project are: unified entrance, different professional modules, and data interconnection.
Based on the original ERP, at the same time import MES, WMS, PLM and other industrial software, combined with two-dimensional code identification technology, to achieve man-machine interconnection, machine-machine interconnection, people interconnection. Intelligent warehousing, intelligent logistics, intelligent testing, automatic packaging and other functions are realized in the bottom execution layer. In the implementation process of production, product auxiliary design, digital order scheduling, automatic control of production process, real-time monitoring of product quality, tracking and tracing of product status, machine status warning and so on are realized.
In the process of project implementation, it is necessary to strictly refer to the materials of the previous research on each process and basic situation, and carry out the systematic design according to the functional division of departments, resource scheduling process, production technology, process rhythm, site information, etc. The interactive mode and functional module design of each software need to communicate with functional departments to confirm and test operation. After the system is online, small batch tests are carried out first to test whether the process is smooth and the system is stable.
(6) Data collection and model building
Data is the core factor and key strategic resource of intelligent decision-making of production line and enterprise knowledge precipitation. Through data integration, aggregation and analysis modeling of all factors, whole chain, whole value chain and whole life cycle, data-driven intelligence and data-driven innovation are formed. And mutual mapping and efficient collaboration between the physical world and the digital space are realized. Establish the production process data collection and analysis system, realize the automatic uploading of production schedule, field operation, quality inspection, equipment status, material transfer and other production site data, and realize visual management. From the handling, storage, circulation, testing and other links to the specific production and manufacturing of materials. The factory has opened up the internal data island through the enterprise comprehensive platform to achieve enterprise data sharing.
During the data collection process of on-site hardware devices, all devices that can interface should be automatically collected. For dumb devices, external sensors should be connected to realize data collection or manual input.
For the subsequent data application, it is necessary to build a batch of low-code development tools to reduce the threshold of building mechanism models using data. So as to facilitate the subsequent knowledge precipitation work.
Third, there are still problems
1. Cost issue
Intelligent manufacturing projects involve some relatively expensive hardware, with an annual output of 500 tons of cemented carbide manufacturing line as an example, the value of its automation equipment is expected to be about 10 million, if one of the equipment can not be realized in accordance with the design idea may lead to the entire line due to process breakpoints and scrap.
The automation level of the industry is in its infancy, many products are the first set, the implementation of the guarantee risk is larger, whether suppliers or customers are difficult to make up their mind to implement. The process needs to repeatedly discuss the program, decision-making time is long. At present, all kinds of automation equipment, intelligent production line suppliers began to slowly focus on the industry and field, as little as possible to do the first set of products (automation equipment industry, the cost of mature equipment is about 30% lower than the first set. And the success rate can be guaranteed), the subsequent situation will gradually improve.
2. Technical bottleneck problem
(1) A device cannot be connected
For example, nitrogen oxygen analyzer, scanning electron microscopy, thermogravimetric analyzer and other precision equipment, such equipment manufacturers in order to prevent the accuracy of the equipment from being interfered with and protect its technical secrets, strictly prohibit the external docking interface, forming a detection data island, can not achieve automatic collection and analysis. There are also high-risk equipment such as sintering furnaces, which involve high temperature, high pressure and dangerous gases in the process of use. In order to ensure that the equipment sensing and control unit operates in the safest way. Equipment manufacturers generally only open the data acquisition interface, but do not open the control interface. Data acquisition can be carried out from the edge layer, but intelligent control cannot be achieved from the system level. In addition, there are dumb equipment such as kneading machine and solvent melter, without data docking interface, data interconnection cannot be realized.
(2) There are processes that are difficult to achieve intelligentization with current technology
Wet grinding process
Because the wet grinding process involves a variety of raw materials such as tungsten carbide, cobalt, paraffin, alcohol, and various physical forms such as powder, liquid, and molten state. It is difficult to standardize the feeding control. And it is impossible to achieve a one-stop system to send the ingredients formula. And automatically complete the unpacking, taking, and feeding actions. At present, only the use of electric lifting equipment to save personnel labor intensity and automatic recording and transmission of various raw material additions.
Cleaning process
The manufacturing process of cemented carbide has high requirements for material cleanliness, foreign substances or different batches of materials may cause mixing to lead to material scrap. And it is generally found to have become finished products, and it is difficult to trace abnormal processes. In the manufacturing process, a large number of cleaning work is usually taken to solve the problem:. Such as the cleaning of the wet mill after unloading, the cleaning of the transfer equipment. The cleaning of the kneading machine, etc. At present, this kind of process mainly relies on manpower. The workload is large, and the cleaning effect is difficult to maintain stability.
Finished product appearance inspection
Cemented carbide production in the sintering process will contact the boat coating. After the automatic unloading robot, its surface will be stained with a large number of black pollutants. We use machine vision on the appearance of decarburization, carburizing, cracking and other monitoring, will be affected by this kind of pollutants, machine vision detection accuracy can only reach about 90%.
3. Industrial base issues
(1) Data sharing is difficult
Technical data
Cemented carbide industry chain is long, infrastructure investment is large, more than 90% of manufacturers only participate in one of the industrial nodes. But cemented carbide is a higher degree of upstream and downstream interdependence of the industry. In the real production environment, it generally involves many places (powder manufacturing is mainly in Chaozhou, Ganzhou, Zhuzhou, carbide manufacturing is mainly in Zhuzhou, Xiamen, Sichuan, tool processing and application is mainly in Dongguan, Changzhou, Wuxi, Shenzhen), multi-enterprise collaboration. Limited by both the technical means of data sharing and the self-protection of enterprise secrets. There is no effective basis for the establishment of data sharing at present. Without rich industrial chain technical data as a support, the relevant models of material research and development and application can not be well established, resulting in a lot of data waste.
Supply chain data
Tungsten carbide powder and cobalt powder, the main raw materials of cemented carbide. The price of which fluctuates greatly due to the international situation, national policies and other factors:. Taking cobalt powder as an example, the highest price in 2022 is 653 yuan/kg, and the lowest is 315 yuan/kg. The production cost and quotation strategy of enterprises also have great influence. In order to avoid being in a weak position in the negotiation when the product quotation is made because the opponent knows the inventory information. Most enterprises are reluctant to disclose their inventory data. Without transparent inventory data. It is difficult to achieve real-time and accurate production scheduling, orders, and production management in all links of the industry chain. And there are often situations where urgent cargo transfer is needed, orders are not accepted, and orders are not delivered.
(2) Weak resource protection ability
Carbide enterprises as a whole face transformation and upgrading. Although the raw material tungsten is our country’s superior resources. But with rare earth is our country’s strategic resources, is the state included in the protective mining of specific minerals. Over the years, the domestic tungsten industry due to a large number of small and medium-sized enterprises to participate in the development and utilization of resources. The industry extensive development phenomenon is serious, the value of tungsten resources has not been fully utilized. Developed countries, such as South Korea, the United States, Sweden have begun to strictly control tungsten resources. And enterprises are required to sell how many cemented carbide products must recover the corresponding weight of cemented carbide recycling materials.
In the new period of structural adjustment of China’s economy, improving the development and utilization efficiency of tungsten resources through intelligent and information means will be the future development direction of the industry.
(3) The technical foundation of precision equipment and control system supporting the industry is weak
Cemented carbide was born in Germany in 1923, after the rapid development in Europe, the United States and Japan. But also in these countries and regions to form a more developed supporting industry:. From high-end powder preparation technology, high-end production equipment manufacturing to the current highly integrated automated production line manufacturing and industrial control system development, are in a leading position. China is the first country in the production of cemented carbide, but the development of precision equipment and its control system is still in its infancy, resulting in intelligent control modules in the production line can not fully play the effect of intelligent manufacturing.
Conclusion
The implementation of smart factory is to reshape the original production mode, information technology personnel need to conduct in-depth research on the project, and repeatedly confirm and calculate the problems and solutions with industry experts, and finally realize the digital intelligence support and process reengineering.
In the process of project implementation, for the part with large investment or long time, especially the automation hardware part. The combination of mature solutions is mainly referred to to reduce the risk of hardware investment. In the process of project construction, information security should be taken as an important selection condition for software system construction, 5G deployment, and information hardware. In the design of the entire network, the external interconnection window is unified as far as possible, and the other is deployed on the LAN.
If intelligent means are adopted for key node positions of the project (such as quality detection, equipment collision avoidance, etc.), redundant design should be carried out to avoid dangerous accidents or major quality anomalies.
Through the construction of smart factories
Through the construction of smart factories, more than 70% of on-site operators are reduced in the production end, improving the labor environment, reducing the unstable factors brought about by human participation, improving production efficiency, and reducing management costs. On the enterprise side, production information transparency, intelligent production planning, traceability of historical data. And control of field equipment can be achieved through the deployment of industrial software. At the industrial end, the information exchange between important partners has been realized. And an important step has been taken for industrial collaboration and service extension.
However, due to project costs and other technical and commercial issues, unmanned factories and wider industrial synergies have not yet been fully realized. At present, the knowledge precipitation module can only ensure that the knowledge within the enterprise is well collected and organized. And the knowledge precipitation scheme that needs the cooperation of the industry is still being explored. In the future, we will further build an industrial community and introduce more enterprises to access the interconnection system. So that we can establish a new industrial ecology with rapid technological progress, resource recycling and continuous improvement of efficiency.
本文由数字化转型网(www.szhzxw.cn)转载而成,来源于新工业网;编辑/翻译:数字化转型网宁檬树。
免责声明: 本网站(https://www.szhzxw.cn/)内容主要来自原创、合作媒体供稿和第三方投稿,凡在本网站出现的信息,均仅供参考。本网站将尽力确保所提供信息的准确性及可靠性,但不保证有关资料的准确性及可靠性,读者在使用前请进一步核实,并对任何自主决定的行为负责。本网站对有关资料所引致的错误、不确或遗漏,概不负任何法律责任。
本网站刊载的所有内容(包括但不仅限文字、图片、LOGO、音频、视频、软件、程序等) 版权归原作者所有。任何单位或个人认为本网站中的内容可能涉嫌侵犯其知识产权或存在不实内容时,请及时通知本站,予以删除。