
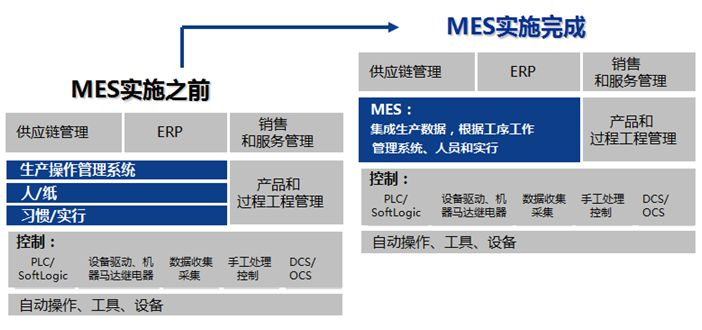
在现代制造业的复杂环境中,有效地管理和优化生产流程是企业持续增长的关键。其中,制造执行系统(Manufacturing Execution System,简称MES)作为连接企业资源计划(ERP)与车间现场的重要桥梁,自20世纪90年代由美国AMR公司首次提出以来,便迅速成为提升生产效率和灵活性的重要工具。

MES系统的核心任务是强化ERP的执行层面,确保计划与生产实践之间的无缝对接,通过集成PLC编程控制器、数据采集器、条形码技术、精密测量仪器及自动化设备等,实现实时监控与精准控制。
一、MES系统的核心优势
MES系统的魅力在于它能够为制造业带来一系列变革性的效益,这得益于其设计上的几大特点:

- 数据采集与融合:MES整合了包括RFID、条码、传感器、工业PC在内的多样化数据来源,覆盖工厂每一个角落,确保数据的实时性、准确性和全面性,为决策提供了坚实的基础。
- 扩展性与兼容性:构建了一个高度灵活的数据采集平台,不仅满足当前的管理需求,还为未来技术升级预留了空间,降低了系统更新换代的成本和风险。
- 供应链透明度:通过先进的追踪技术,实现从原材料采购到成品销售的全链路可视化,增强了产品的追溯能力,提升了供应链的整体反应速度。 数字化转型网(www.szhzxw.cn)
- 实时监控与决策支持:提供了WIP状态监控、即时库存管理、看板系统及SPC(统计过程控制),帮助企业快速响应市场变化,优化生产计划,提升产品质量。
二、为何MES备受青睐?
MES的兴起并非偶然,它与工业4.0倡导的智能化、网络化、数据驱动的理念不谋而合。随着全球制造业竞争加剧,企业越来越意识到提升生产效率、降低成本、保证质量的重要性。MES正是在此背景下,凭借其“实战型”特质,帮助企业解决了诸多实际问题,例如:
- 远程监控与控制:管理人员无需亲临现场,即可通过MES系统监控工艺参数,确保生产过程受控。
- 品质控制与问题追溯:实时监控生产过程中的品质问题,迅速定位问题根源,实施有效改进措施。
- 物料与库存优化:精确追踪物料流动,减少浪费,优化库存水平,实现JIT(准时制)生产。
- 生产调度与订单管理:合理安排生产计划,确保订单按时完成,提高客户满意度。
- 异常预警与应对:实时报警机制,快速响应生产异常,减少停机时间。
- 设备维护与效率提升:基于OEE指标分析,优化设备维护计划,提高设备利用率。
- 自动化数据处理:自动采集数据,减少人为错误,提升决策的客观性和时效性。
- 电子化管理:自动生成报表,推动无纸化办公,降低运营成本。
- 员工绩效管理:基于客观数据评估员工表现,促进公平公正的绩效考核。
- 成本控制与决策辅助:快速核算成本,为订单报价和成本预算提供科学依据。
三、MES的11个核心模块深入解析

MES系统的强大功能,体现在其精细划分的11个核心模块之中,每个模块都是实现高效、智能生产的基石: 数字化转型网(www.szhzxw.cn)
- 生产调度与优化:通过智能算法对资源能力进行排序和调度,优化作业计划,提升生产效率。
- 资源分配与状态监控:确保劳动力、设备、工具及物料的最优配置,实时掌握资源使用状态,提升资源利用率。
- 生产过程执行:利用生产指令精确控制生产流程,确保每一步骤有序执行。
- 文档与知识管理:高效管理生产相关的文档和知识,确保信息的准确传递与历史记录的完整性。
- 产品追踪与清单管理:实现产品全生命周期的追踪,从原材料到成品,提供完整的产品历史记录。
- 性能分析与改进:基于实际生产数据,对比分析,识别效率瓶颈,推动持续改进。
- 人力资源调度:实时掌握员工状态,优化人员配置,提升团队效能。
- 维护管理与预防:科学规划设备维护,减少故障发生,延长设备使用寿命。
- 生产过程控制:持续监控生产过程,优化作业流程,提升加工质量和效率。
- 质量管理体系:实时分析生产数据,实施质量控制,确保产品符合高标准。
- 数据采集与整合:自动采集多源数据,为生产决策提供准确、全面的信息支持。
MES系统不仅是实现智能制造的关键环节,更是企业数字化转型的加速器。它通过深度集成与优化生产流程,不仅提高了生产效率和灵活性,还显著降低了运营成本,增强了企业的市场竞争力。随着技术的不断进步和工业4.0的深入发展,MES系统在未来制造业中将扮演更加重要的角色,引领制造业迈向更高水平的智能化、网络化和绿色化。 数字化转型网(www.szhzxw.cn)

翻译:
Industrial digitization: Architecture and function analysis of MES/MOM system
In the complex environment of modern manufacturing, effectively managing and optimizing production processes is the key to sustained growth. Among them, the Manufacturing Execution System (MES), as an important bridge connecting enterprise resource planning (ERP) and the workshop site, has quickly become an important tool to improve production efficiency and flexibility since it was first proposed by the American AMR company in the 1990s.
The core task of MES system is to strengthen the implementation level of ERP, to ensure seamless docking between planning and production practice, through the integration of PLC programming controllers, data collectors, bar code technology, precision measuring instruments and automation equipment, to achieve real-time monitoring and accurate control.
First, the core advantages of MES system
The charm of MES systems lies in their ability to bring a range of transformative benefits to manufacturing, thanks to several features of its design:
Data acquisition and fusion: MES integrates a variety of data sources, including RFID, bar codes, sensors, and industrial PCS, covering every corner of the factory to ensure real-time, accuracy and comprehensiveness of data, providing a solid foundation for decision-making.
Scalability and compatibility: A highly flexible data acquisition platform is built, which not only meets current management needs, but also reserves space for future technology upgrades, reducing the cost and risk of system upgrading. 数字化转型网(www.szhzxw.cn)
Supply chain transparency: Through advanced tracking technology, the full link from raw material procurement to finished product sales is visualized, which enhances product traceability and improves the overall response speed of the supply chain.
Real-time monitoring and decision support: provides WIP status monitoring, real-time inventory management, Kanban system and SPC (statistical process control) to help enterprises quickly respond to market changes, optimize production plans, and improve product quality.
Second, why is MES favored?
The rise of MES is not accidental, it coincides with the intelligent, networked, data-driven concept advocated by Industry 4.0. With the intensification of global manufacturing competition, enterprises are increasingly aware of the importance of improving production efficiency, reducing costs and ensuring quality. It is in this context that MES, with its “practical” characteristics, helps enterprises to solve many practical problems, such as: 数字化转型网(www.szhzxw.cn)
Remote monitoring and control: Managers can monitor process parameters through the MES system without physically visiting the site to ensure that the production process is controlled.
Quality control and problem tracing: real-time monitoring of quality problems in the production process, quickly locate the root cause of the problem, and implement effective improvement measures.
Material and Inventory optimization: Accurately track material flows, reduce waste, optimize inventory levels, and enable just-in-time (JIT) production.
Production scheduling and order management: reasonable arrangement of production plans, ensure that orders are completed on time, improve customer satisfaction.
Abnormal warning and response: real-time alarm mechanism, rapid response to production anomalies, reduce downtime. 数字化转型网(www.szhzxw.cn)
Equipment maintenance and efficiency improvement: Based on OEE index analysis, optimize equipment maintenance plan and improve equipment utilization.
Automated data processing: Automatically collect data, reduce human error, and improve the objectivity and timeliness of decisions.
Electronic management: Automatically generate reports, promote paperless office, reduce operating costs.
Employee performance management: Evaluate employee performance based on objective data and promote fair and impartial performance appraisal.
Cost control and decision aid: fast cost accounting, provide scientific basis for order quotation and cost budget. 数字化转型网(www.szhzxw.cn)
Third, in-depth analysis of 11 core modules of MES
The power of the MES system is reflected in its carefully divided 11 core modules, each of which is the cornerstone of efficient and intelligent production:
Production scheduling and optimization: Intelligent algorithms are used to sort and schedule resource capabilities, optimize job plans, and improve production efficiency.
Resource allocation and status monitoring: Ensure the optimal allocation of labor, equipment, tools, and materials, learn the status of resource usage in real time, and improve resource utilization.
Production process execution: Use production instructions to precisely control the production process and ensure that each step is executed in an orderly manner.
Document and Knowledge Management: Efficiently manage production-related documents and knowledge to ensure the accurate transfer of information and the integrity of historical records.
Product tracking and inventory management: Tracking the entire product life cycle, from raw materials to finished products, providing a complete product history.
Performance analysis and improvement: Based on actual production data, comparative analysis, identify efficiency bottlenecks, and promote continuous improvement.
Human resource scheduling: Grasp the status of employees in real time, optimize staffing, and improve team efficiency. 数字化转型网(www.szhzxw.cn)
Maintenance management and prevention: scientific planning of equipment maintenance, reduce the occurrence of failures, extend the service life of equipment.
Production process control: continuously monitor the production process, optimize the operation flow, improve the processing quality and efficiency.
Quality management system: real-time analysis of production data and implementation of quality control to ensure that products meet high standards.
Data acquisition and integration: Automatic collection of multi-source data to provide accurate and comprehensive information support for production decisions.
MES system is not only the key link to realize intelligent manufacturing, but also the accelerator of enterprise digital transformation. Through deep integration and optimization of production processes, it not only improves production efficiency and flexibility, but also significantly reduces operating costs and enhances the market competitiveness of enterprises. With the continuous progress of technology and the in-depth development of Industry 4.0, MES system will play a more important role in the future manufacturing industry, leading the manufacturing industry to a higher level of intelligence, networking and green. 数字化转型网(www.szhzxw.cn)
本文由数字化转型网(www.szhzxw.cn)转载而成,来源于智能制造产业圈;编辑/翻译:数字化转型网宁檬树。
免责声明: 本网站(http://www.szhzxw.cn/)内容主要来自原创、合作媒体供稿和第三方投稿,凡在本网站出现的信息,均仅供参考。本网站将尽力确保所提供信息的准确性及可靠性,但不保证有关资料的准确性及可靠性,读者在使用前请进一步核实,并对任何自主决定的行为负责。本网站对有关资料所引致的错误、不确或遗漏,概不负任何法律责任。
本网站刊载的所有内容(包括但不仅限文字、图片、LOGO、音频、视频、软件、程序等) 版权归原作者所有。任何单位或个人认为本网站中的内容可能涉嫌侵犯其知识产权或存在不实内容时,请及时通知本站,予以删除。


