导读
汽车工业作为现代工业文明的重要标志,其生产模式的变革不仅反映了技术进步的方向,也深刻影响着全球经济的发展。本文将根据东兴证券的研究报告,探讨汽车工业经历的三次重大变革,以及这些变革如何塑造了今天的汽车产业。

第一次变革:福特流水线大规模生产模式取代手工制造
– 时间背景:在福特1914年汽车装配流水线运作之前。
– 变革内容:福特流水线的实施,这一创新使得汽车生产从手工制造转变为大规模流水线生产。
– 效率提升:福特的生产效率得到显著提升,从1906年的年产100辆汽车,到1921年每分钟生产一辆,再到1925年平均每10秒生产一辆。数字化转型网(www.szhzxw.cn)
– 创新点:
– 工艺、设备创新使得零部件标准化成为可能。
– 生产流程的切割,即流水线作业。
第二次变革:丰田精益制造对流水线模式的持续改善
– 时间背景:丰田汽车成立于1937年,面对日本市场规模小且需求多样化的情况。
– 变革内容:丰田精益制造模式,以丰田为代表的日本车企主导的生产模式变革。
– 主要特点:
– 小批量,多样化生产:实现多批次、小批量生产,满足用户多样化需求。
– 准时化生产(Just in Time):减少库存,避免过量生产造成的浪费。
– 以价值流打通从客户、工厂、供应链各个环节:客户订单拉动整个价值链条的启动。
第三次变革:新质生产力的探索和实现
– 时间背景:当前及未来,随着新能源汽车时代的到来。
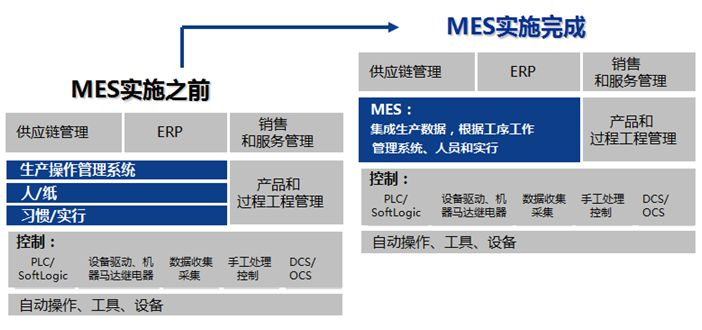
– 变革内容:特斯拉和丰田等公司探索新的生产模式,如特斯拉的unbox模式和丰田的Giga casting及Self-propelling组装线。数字化转型网(www.szhzxw.cn)
– 主要特点:
– 特斯拉的unbox模式:通过一体化压铸和电池底盘一体化,大幅减少汽车零部件数量,改变传统的串联生产模式。
– 丰田的新生产模式:包括一体化压铸、车身解构、Self-propelling组装线和数字技术的大量运用。
– 这些新模式旨在提升效率,降低成本,提高生产质量,并适应新能源汽车的生产需求。
这三次变革分别代表了汽车生产模式从手工制造到大规模流水线生产,再到精益生产,最后向新质生产力的转变,每一次变革都是技术创新和生产要素配置创新的结果,推动了汽车行业的高效能和高质量发展。
具体内容如下:数字化转型网(www.szhzxw.cn)
一、第一次变革:福特流水线大规模生产模式取代手工制造
1. 流水线生产模式:标准化、大规模
一百多年的汽车行业历史是一部不断创新和改善的产业进化史,也是不断向更高效率、更低成本生产模式的 进化史。生产模式的变革是一系列技术、工艺创新融合生产流程再造和优化的复杂过程,并非由某一个技术 创新所能带来,是一个从量变到质变的过程。汽车工业初期-手工制造的非标准化、小批量和低效率:在福特 1914 年汽车装配流水线运作之前,汽车主要 以手工制造。据《改变世界的机器》(詹姆斯.沃麦克、丹尼尔.琼斯、丹尼尔.鲁斯),“手工制造方式的产量十 分低,每年生产大概 1000 辆或者以下的汽车,其中只有少数汽车是按照同样的设计图纸制造。即使在 50 辆 汽车中,也不可能有两辆汽车会一模一样、毫厘不差,因为手工艺技术本身就存在差异”。在实施流水线生 产之前,1906 年福特年产量也仅为 100 辆。手工制造非常依赖具备专业技能的工人,这类人员数量制约了 这种生产模式的进一步发扬光大。
零部件的标准化使得流水线模式成为可能:1794 年,英国机械师莫兹利发明了装有滑动刀架的车床,开创了 机器制造机器的时代,促进了制造工业的规模化与标准化生产。1850 年代,美国普遍开始标准化部件的机器 制造,被称为“美国制造体系”。这一体系的核心就是“通用制”或零部件可换体系,使得在缺少技术精湛 的专业工人的情况下,提高生产效率成为可能。福特流水线的诞生:1908 年福特 T 型车问世,并在 1914 年建成的流水线上生产。福特生产效率得到了大幅 提升,从 1906 年的 100 辆,到 1921 年每分钟生产一辆汽车,直到 1925 年平均每 10 秒生产一辆汽车的速 度。我们认为福特流水线的实施至少得益于以下两个方向的创新:数字化转型网(www.szhzxw.cn)
工艺、设备等创新使得零部件标准化成为可能:零部件标准化是重要的一环,在此之前,工人需要对零 部件进行再加工后,才能组装。先进的机床、加工设备的推出,使得标准零部件即相同精度、尺寸的零 部件生产成为可能。工人只需要将加工好的标准零部件组装起来,省去了大量的锉平等再加工环节。同 时,福特还在减少零部件数量上做了较多创新,如福特的四缸发动机的气缸体由一个单一复杂的铸件组 成。而当时行业的普遍的做法是分别铸造每个缸体,然后将四个气缸体拴在一起。
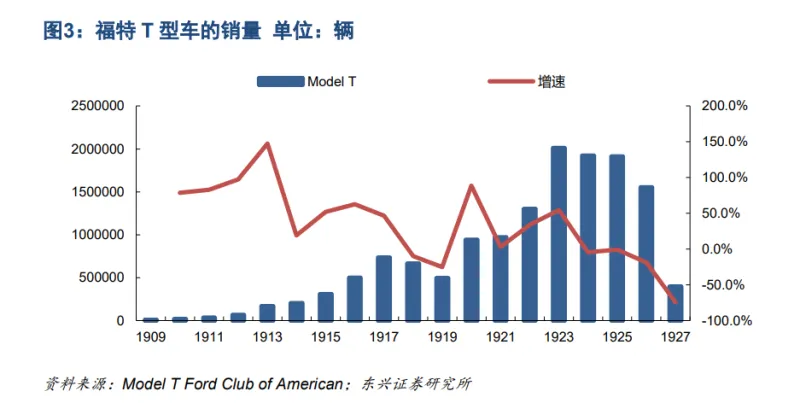
生产流程切割:通过不断分工,将生产流程切割成小的生产单元,然后按照串联的先后顺序推进。每个 工位仅完成固定,单一的任务即可。这样就大幅减少了对技术工人的依赖,而且通过不断重复同样的动 作以提升生产效率。在流水线之前,福特一个装配工的平均周期时间(完成一项工作直到开始重复这个 工作前的时间),总共为 514 分钟,1914 年引入流水线后,组装工人的周期时间缩短到 1.19 分钟。与手工制造相比,福特流水线取得了显著的成绩。福特在各个领域的组装效率都全面领先于手工制造。借助 于流水线生产模式,福特销量取得了快速增长,1923 年 T 型车销量达到顶峰,单一车型年销量超过 200 万辆。同时 T 型车价格也不断下降,1910 年 T 型车的售价为 780 美元,1911 年降至 690 美元。流水线模式下, 1914 年 T 型车价格降至 360 美元。数字化转型网(www.szhzxw.cn)
2. 流水线大规模生产的局限性:单一性、浪费
流水线大规模生产强调产品的标准化,将大量的同一型号的零部件安装顺序组织起来,通过标准化流程生产 以提升效率,降低成本。这种过于追求标准化忽视了用户的多样化需求。不断切割形成小的生产单元在串联 的生产流程下,容易在各个环节间产生了“浪费”。这些浪费成为阻碍流水线模式进一步提升生产率的阻力。数字化转型网(www.szhzxw.cn)
产品的单一化与用户需求多样化的矛盾:福特流水线工厂建成后,长期只生产一款 T 型车,T 型车是个 典型的标准化产品,用户的个性化需求几乎得不到满足。在汽车普及初期,用户是产品的被动接受者, 矛盾尚不突出。随着汽车保有量的提升,产品单一化与用户的多样化需求的矛盾日渐突出。尤其 20 世 纪 70 年代爆发的石油危机,石油价格大幅增长,美国用户对节能汽车的需求大幅增加,但流水线模式 很难快速提供多样化产品。
各生产环节存在“浪费”:首先,上一个工序未完成或停滞的情况下,会导致下个工序难以开展。工厂 为了保障流水线顺利进行而允许不良零件流通到下一个工序,采用在最后环节返工的模式。这种模式带 来不良率的提升,大量返工进一步导致了工时的浪费。其次,流水线生产方式设备缺少灵活性,各个生 产单元间都设有缓冲库存,以避免生产流水线停止。过剩的库存就需要配套的库房、搬运工及设备和库 存管理人员的投入,而这些都成了生产效率进一步提升的阻力。
二、第二次变革:丰田精益制造对流水线模式的持续改善
1. 精益制造是对流水线模式的改善
精益制造诞生的背景:精益制造是以丰田为代表的日本车企主导的生产模式变革,丰田汽车成立于 1937 年, 当时福特大规模流水线生产模式已经成熟,但这种生产模式并不适合日本,主要体现在:
日本汽车市场规模小,且需求更多样:日本国内汽车市场规模较小,根据丰田汽车官网,上世纪 50-60 年代,日本国内汽车销量从不足 3 万辆到 1961 年的接近 50 万辆。而 1923 年的福特 T 型车年销量已经 超过了 200 万辆。且日本国内汽车需求多样,政府官员专用的豪华轿车、送货到超市的大货车以及适合 日本家庭的小型轿车。日本市场规模难以复制福特的大规模流水线生产方式。
日本也同样缺少大批量劳工:尤其是二战后,日本经济复苏,日本缺乏大规模流水线生产模式需要的大 量劳工人员。数字化转型网(www.szhzxw.cn)
精益制造在几个重要方向上实现对大规模流水线生产方式的改善: 小批量,多样化生产:与流水线的单一、标准化不同,丰田开创的精益生产模式可以实现多批次、小批 量生产,从而满足用户的多样化需求。其中快速更换模具是重要的技术创新,得益丰田的大野耐一的多 年专研,20 世纪 50 年代后期,丰田已经实现将换模时间从一天缩短至 3 分钟。准时化生产(Just in Time):丰田努力打消各个环节产生的库存,杜绝过量生产造成的浪费。该模式要 求上游工序生产的零件只够供应下一步骤立即的需求。当下游工序容器内的零部件用完时,容器就会被 送回到上一道工序,以避免上游工序的过量生产。以价值流打通从客户、工厂、供应链各个环节:客户订单是这个价值链的起点,拉动整个价值链条的启动,所有环节都杜绝生产超出订单需求的量。不同于流水线模式的生产单元相互割裂,各环节融合一起 共同为提质增效努力。
精益制造的贯彻执行需要打破企业边界,并且是长期持续的过程:与欧美车企相同,丰田汽车于 1949 年陆 续剥离汽车零部件业务,成立电装(丰田一级供应商,产品包括汽车空调系统、动力传动系统、安全系统等)、 丰田合成(丰田一级供应商,产品包括橡胶密封件、内饰件总成、安全气囊等)、丰田纺织(丰田一级供应 商,产品包括座椅、内外饰件等)等。但与欧美车企不同,丰田汽车并非把他们等同于第三方供应商,而是 采用紧密的交叉持股实现供应链系统的利益绑定。这种供应链体系是丰田将精益制造理念拓展至供应商的组 织保障。丰田汽车与供应商企业共同致力于汽车生产各环节的降本增效,同时各供应商之间还可以开展技术、 制造工艺的交流。
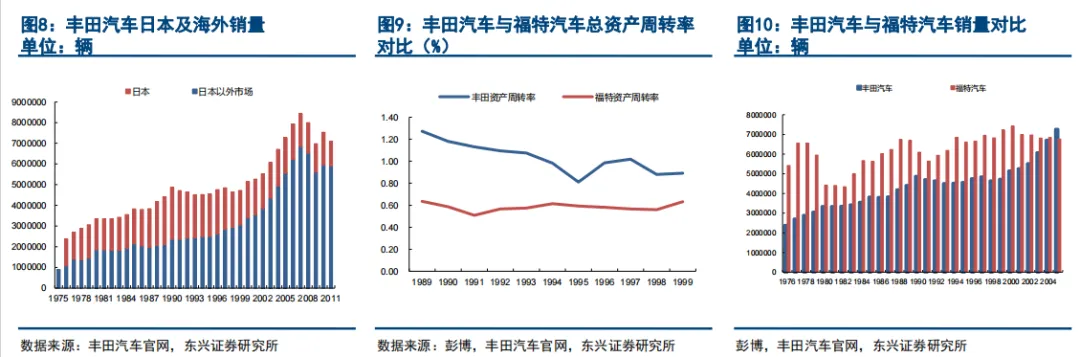
丰田取得的成就:精益制造最终在效能提升上的成绩显著,据《改变世界的机器》,丰田的精益制造工厂在 总装环节的效率明显领先于同时期的通用汽车,而且产品不良率也大幅低于通用。丰田汽车不仅在国内市场 取得较大市场份额,丰田全球汽车销量于 2005 年超越了福特。据丰田官网,丰田在日本国内市场份额,从 1960 年的 37%稳步提升到 70 年代的 40%以上,2010 年达到了 48%。丰田在海外市场更是彰显了强势的竞 争力,海外销量从 1975 年的 90 万辆到 2007 年 684 万辆。由于缺少更早期的数据,仅上世纪 90 年代看, 丰田汽车表现出更高的资产周转效率,尤其是 90 年度前五年,丰田的总资产周转率明显快于福特。数字化转型网(www.szhzxw.cn)
2. 精益制造是持续不断的改善过程
汽车价值链条中存在的浪费需要车企持续不断的进行改善,这种持续性体现在以下两个方面:部分浪费现象受制于当前工艺等技术限制,现阶段无法完全避免。随着技术等不断进步,这类浪费有望 根除。从技术层面上,精益制造也是一个持续不断的过程。精益制造模式需要打破企业边界,以客户订单为起点,工厂制造、设计、供应商共同参与的过程。因此, 丰田精益制造最早发生在制造环节,不断深入到销售系统(渠道、订单系统等)。并扩展到一级供应商, 不断渗透至二级供应商和三级供应商。
三、第三次变革呼之欲出
冲-焊-涂-总的生产流程:丰田汽车的卓越表现使得精益制造得以在全球传播,但是各个企业受制于不同组织 结构,经营战略等执行效果差异。但总体上,当前各车企的生产从流程上分成四大环节,冲压、焊接、涂装 和总装,四大环节成串联的流水线模式。冲压:典型的冲压产品有四门、两盖、翼子板左右、侧围左右、顶盖等。焊接:通过各种焊接工艺将冲压车间形成的冲压件形成一个完整的白车身。涂装:将焊接产线生产的白车身整体进行电泳、喷漆。总装:将已经喷漆后的白车身进行内饰件、动力总成、底盘系统等进行安装,最终形成完整车辆。数字化转型网(www.szhzxw.cn)
1. 特斯拉、丰田对新生产模式的探索
特斯拉 unbox 生产工艺:2023 年 3 月,特斯拉召开投资者日,展示了他们的新生产模式 unbox。行业目前 的总装车间是由焊接形成白车身(box)经过涂装喷漆后开始,总装线采用串行模式在狭小的车身空间(box) 中完成。当前的总装线上,存在几个主要的待改善点:冗长的串联模式,上一个工序未完成,下一个工序就无法开启。一个环节出问题将导致流程阻塞。车身空间(box)狭小,大幅制约安装效率,总装环节自动化率低于其他几个环节。白车身在通往下一个工序的运输过程中存在着工时浪费。一些重复工序的浪费,如焊接工序结束,需要将车门安装到车身上,进入涂装环节。涂装结束,进入总 装需要将车门拆卸下来,以方便工人进出安装内饰件,然后再装上车门。

Unbox 将明显提升效率,降低成本:六大部分采用并联模式,同时组装。六个部分同时进行的好处在于大幅 提升工时效率。对于涂装,在 unbox 模式中,仅需要对必要的部件进行涂装,如四门两盖等,而不需要整个 车身涂装,这将减少涂装产线的投入。另外,总装线变成了完全开放空间,提升了操作便利性,将更有利于 自动化率的提升,以及后期机器人的使用。按照特斯拉的测算,unbox 模式将提升 44%的操作工密度,减少工人的无效移动,同时时空效率提升 30%。Unbox 模式将使新的工厂投入下降超过 40%,与现在 的 Model 3 和 y 相比,下一代特斯拉车型成本下降 50%。
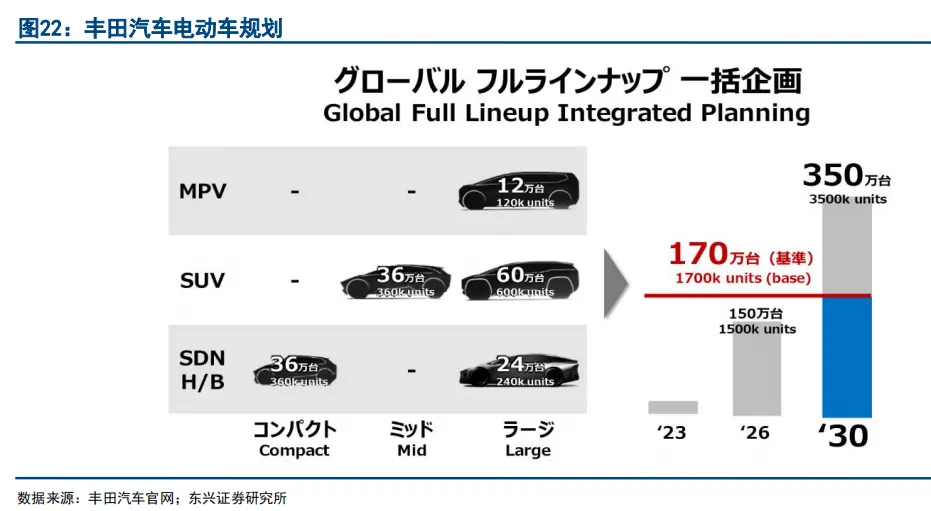
丰田汽车下一代电动车的生产模式:2023 年 6 月,丰田举办的 technical workship 上宣布了下一代电动车的 部分生产装备状态。为了确保电动车的盈利能力,丰田需要在技术和制造两个领域共同发力。Giga casting(一体化压铸):使得电动车车身在结构上变得简单。其中,丰田继续发挥他在换模领域的 优势,可以将压铸模具更换周期缩短至 20 分钟,以减少操作中的浪费。解构车身:丰田将汽车分成前中后三个部分,与 unbox 相似,丰田称新的模式可以使组装工作在一个开 放的空间进行,有利于提升组装效率。Self-propelling 组装线:丰田将在下一代生产车间取消传输机的概念,通过安装在工厂的传感器和控制 系统与车身上的传感器结合,实现从外部对车辆运行控制。传输机设备的取消将有利于工厂的灵活布局。能显著减少工厂投入。数字技术的大量运用:Giga casting 和 Self-propelling 装配线等技术与数字化相兼容,数字化技术将积 极应用于工厂设计,包括工艺研究和改进。
2. 新生产模式的促成因素
正如前文所述,生产模式的变革是一系列技术、工艺创新融合生产流程再造和优化的复杂过程。电动车时代, 汽车结构在发生变化,原有复杂的动力系统变为三电系统,电池与汽车底盘实现一体化设计,大型压铸件的 工艺创新、自动化、数字化技术的不断进步,汽车精益制造模式经历半个多世纪的演化或许再次来到了变革的时点。数字化转型网(www.szhzxw.cn)
(1) 一体化压铸的运用
一体化压铸的应用使得汽车结构更加简化,汽车零部件数量减少。如特斯拉 Model y 通用运用一体化压铸的 后地板和前机舱成功实现从原来 171 个零部件减少到 2 个大压铸零部件。极氪 009、小米 su7 和小鹏汽车也 采用了一体化压铸工艺,减少零部件数量。
目前一体化压铸在车身上运用主要是后地板和前机舱。一体化压铸工艺的实现得益于大型压铸设备及铝合金 材料端的进步。大吨位压铸机的不断进步:我们通过压铸机设备商 IDRA 推出产品的节奏就能看出这一趋势,1966 年 IDRA 推出第一台 2000T 的设备、1973 年推出 3200T 的设备、1993 年推出 4000T 的设备。在 2020 年, IDRA 收到了世界上第一份 6200 吨和 8000 吨压铸机的订单,同时 IDRA 也是第一获得 9000T 压铸机订 单的企业。9000T 压铸机用于制造 SUV 和皮卡等产品的大型压铸件。合金材料及模具等配套产业的不断成熟都促使了一体化压铸工艺的进步。

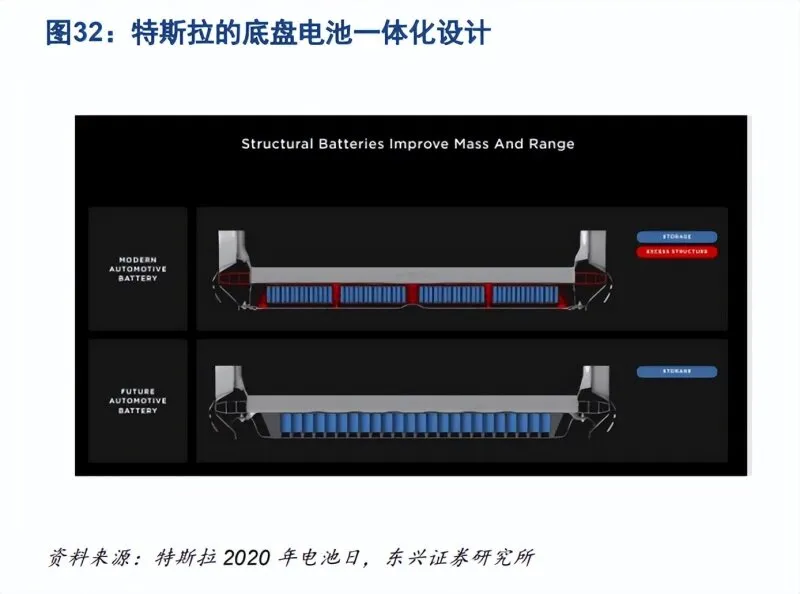
(2)电池底盘一体化
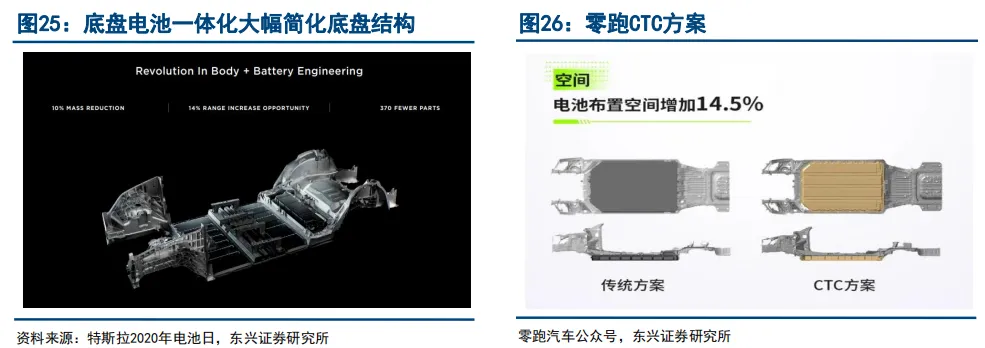
电池包与汽车底盘的融合设计成为行业的趋势,2020 年特斯拉电池日发布了其电池包底盘的设计方案,该方 案将有效减少 370 个零部件,也将使得底盘(融合了电池包)的工厂投入每 GWH 下降 55%,工厂 空间下降 35%。电池底盘一体化设计也有利于 unbox 方式中底盘的独立安装。
电池底盘一体化方案也得到其他车企的应用。如 2022 年 4 月零跑发布 CTC(cell to chassis)技术,将电池与 底盘集成化设计。2022 年 5 月比亚迪发布 CTB(cell to body)技术并首次搭载到海豹车型上,电池包上盖 与车身底板集成设计。2023 年 6 月发布的小鹏 G6 采用了 CIB 技术,也同样为电池和底盘的融合设计。
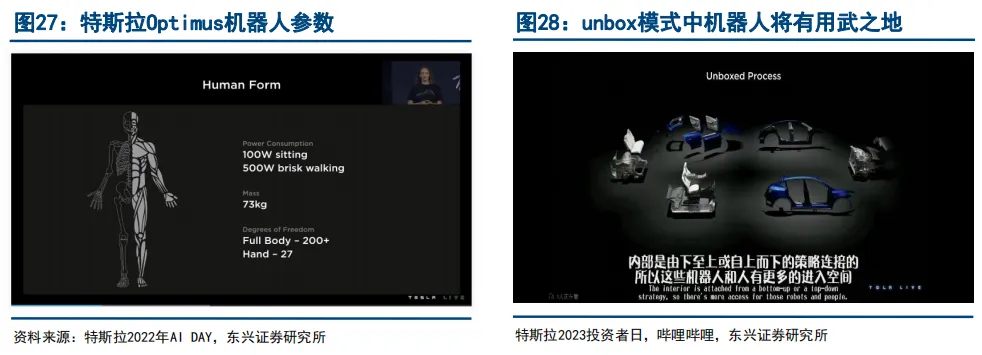
(3)人形机器等人工智能技术的运用
AI 等技术的进步也将助力新生产模式的到来。特斯拉在 2022 年的 AI Day 上所发布的最新版 Optimus 人形机器人,100W 静坐功耗、500W 快走功耗、200 档以上的关节自由度,以及 27 档手部自由度。据特斯拉 2023 年投资日介绍,Unbox 方案实现了开放的组装空间,这将更方便机器人和人的操作。我们认为,汽车 组装环节目前存在大量的机械性工作(如拧螺丝),随着组装空间的打开,将有利于自动化率的提升。Unbox 的组装环节或将成为人形机器人较好的应用场景。数字化转型网(www.szhzxw.cn)
翻译:
The third revolution of automobile production mode, from old productivity to new quality productivity
Introduction
As an important symbol of modern industrial civilization, the transformation of the automobile industry’s production mode not only reflects the direction of technological progress, but also profoundly affects the development of the global economy. Based on a research report by Dongxing Securities, this article will explore three major changes that the automotive industry has undergone and how these changes have shaped the automotive industry today.
The first change: Ford assembly line mass production model replaced manual manufacturing
- Time background: Before Ford’s 1914 car assembly line was in operation.
What changed: The implementation of the Ford assembly line, an innovation that transformed automobile production from manual manufacturing to mass assembly line production.
Efficiency gains: Ford’s production efficiency increased significantly, from 100 vehicles per year in 1906 to one vehicle per minute in 1921 to an average of one vehicle per 10 seconds in 1925.
- Innovations:数字化转型网(www.szhzxw.cn)
- Process and equipment innovation make it possible to standardize parts.
- Cutting of the production process, i.e. assembly line operation.
The second change: Toyota Lean manufacturing continuous improvement of the assembly line model
- Time background: Toyota was founded in 1937 in the face of a small Japanese market with diverse needs.
- Reform content: Toyota Lean manufacturing model, the production model reform led by Japanese auto companies represented by Toyota.
- Main features:
- Small batch, diversified production: to achieve multi-batch, small batch production to meet the diversified needs of users.
- Just-in-time production: Reduce inventory and avoid waste caused by overproduction.
- Open up all links from customers, factories and supply chains with the value stream: customer orders drive the start of the entire value chain.
The third revolution: the exploration and realization of new quality productivity
- Time background: Current and future, with the arrival of the era of new energy vehicles.
- Transformative content: Companies like Tesla and Toyota explore new production models, such as Tesla’s unbox model and Toyota’s Giga casting and Self-propelling assembly line.
- Main features:数字化转型网(www.szhzxw.cn)
Tesla’s unbox model: Through integrated die casting and battery chassis integration, significantly reduce the number of auto parts and change the traditional series production model.
- Toyota’s new production model: includes integrated die casting, body deconstruction, Self-propelling assembly lines and extensive use of digital technology.
These new models are designed to improve efficiency, reduce costs, improve production quality, and adapt to the production needs of new energy vehicles.
These three changes respectively represent the transformation of automobile production mode from manual manufacturing to large-scale assembly line production, then to lean production, and finally to new quality productivity. Each change is the result of technological innovation and production factor allocation innovation, which promotes the efficient and high-quality development of the automobile industry.数字化转型网(www.szhzxw.cn)
The details are as follows:
First, the first change: Ford assembly line mass production mode replaced manual manufacturing
1. Assembly line production mode: standardized, large-scale
The more than 100-year history of the automotive industry is an evolutionary history of continuous innovation and improvement, as well as continuous evolution to more efficient and lower cost production models. The change of production mode is a series of technology, process innovation integration of production process reengineering and optimization of the complex process, not by a technical innovation can bring, is a process from quantitative change to qualitative change. Early days of the automobile industry – Non-standard, small batch size and inefficiency of manual manufacturing: Before the operation of Ford’s automobile assembly line in 1914, automobiles were mainly manufactured by hand. According to The Machine That Changed the World (James. Womack, Daniel. Jones, Daniel Ruth, “The production of the manual method is very low, about 1,000 or less cars per year, of which only a few cars are built according to the same design.” Even out of 50 cars, it is impossible for two cars to be exactly the same, because the craftsmanship itself is different.” In 1906, before the introduction of assembly line production, Ford produced only 100 cars a year. Manual manufacturing is very dependent on workers with specialized skills, and the number of such personnel restricts the further development of this mode of production.数字化转型网(www.szhzxw.cn)
The standardization of parts makes the assembly line model possible: in 1794, the British mechanic Maudsley invented the lathe equipped with a sliding tool holder, which created the era of machine manufacturing machines, and promoted the scale and standardized production of the manufacturing industry. In the 1850s, the United States generally began to standardize the machine manufacturing of parts, known as the “American manufacturing system.” At the heart of this system is the “universal system” or parts exchangeable system, which makes it possible to increase production efficiency in the absence of skilled professional workers. The birth of the Ford assembly line: The Ford Model T was introduced in 1908 and produced on the assembly line built in 1914. Ford went from producing 100 cars per minute in 1906 to producing one car per minute in 1921 to an average of one car per 10 seconds in 1925. We believe that the implementation of the Ford assembly line has benefited from innovation in at least two directions:
Innovations in processes, equipment, and so on have made the standardization of parts possible: the standardization of parts is an important part, and before this, workers need to reprocess parts before they can be assembled. The introduction of advanced machine tools and processing equipment makes it possible to produce standard parts with the same precision and size. Workers only need to assemble the processed standard parts, eliminating a lot of filing and reprocessing links. At the same time, Ford also made more innovations in reducing the number of parts, such as Ford’s four-cylinder engine cylinder block is composed of a single complex casting. The common practice in the industry at the time was to cast each cylinder separately and then tie the four cylinders together.
Production process cutting: Through continuous division of labor, the production process is cut into small production units, and then promoted in series sequence. Each station can only complete a fixed, single task. This greatly reduces dependence on skilled workers and increases productivity by repeating the same actions over and over again. Before the assembly line, the average cycle time for an assembler at Ford (the time it takes to complete a job until it starts to repeat it) totaled 514 minutes; after the introduction of the assembly line in 1914, the cycle time for assembly workers was reduced to 1.19 minutes. Compared with manual manufacturing, the Ford assembly line has achieved remarkable results. Ford is ahead of manual manufacturing in all areas of assembly efficiency. With the help of assembly line production, Ford achieved rapid sales growth, with the Model T reaching its peak in 1923, selling more than 2 million vehicles in a single model year. At the same time, the price of the Model T continued to fall, from $780 in 1910 to $690 in 1911. Under the assembly line model, the price of the 1914 Model T dropped to $360.数字化转型网(www.szhzxw.cn)
2. Limitations of mass production of assembly line: single, waste
The mass production of assembly line emphasizes the standardization of products, organizes the installation sequence of a large number of parts of the same model, and improves efficiency and reduces costs through standardized process production. This excessive pursuit of standardization ignores the diversified needs of users. Continuous cutting to form small production units in the series production process, it is easy to produce “waste” between various links. This waste is a barrier to further productivity gains in the assembly line model.
The contradiction between the single product and the diversification of user needs: After the completion of the Ford assembly line factory, only one model T car was produced for a long time, and the model T car was a typical standardized product, and the personalized needs of users could hardly be met. In the early days of automobile popularity, the user is the passive recipient of the product, and the contradiction is not prominent. With the increase of car ownership, the contradiction between product simplification and the diversified needs of users is becoming increasingly prominent. In particular, the outbreak of the oil crisis in the 1970s, oil prices increased sharply, and American users’ demand for energy-efficient vehicles increased significantly, but the assembly line model was difficult to quickly provide diversified products.数字化转型网(www.szhzxw.cn)
There is “waste” in each production link: First, if the last process is not completed or stalled, it will lead to the next process is difficult to carry out. In order to ensure the smooth progress of the assembly line, the factory allows the bad parts to flow to the next process, using the mode of rework in the last link. This mode brings an increase in the defective rate, and a large amount of rework further leads to the waste of man-hours. Secondly, the assembly line production mode equipment lacks flexibility, and each production unit is equipped with buffer inventory to avoid stopping the production line. The excess inventory requires the input of supporting warehouses, porters and equipment and storage management personnel, and these have become the resistance to further improve production efficiency.
Second, the second change: Toyota lean manufacturing on the continuous improvement of the assembly line model
1. Lean manufacturing is an improvement of the assembly line model
Background of lean manufacturing: Lean manufacturing is a production mode change led by Japanese auto companies represented by Toyota. Toyota was founded in 1937, when Ford’s large-scale assembly line production mode was mature, but this production mode is not suitable for Japan, mainly reflected in:
The Japanese car market is small, and the demand is more diverse: Japan’s domestic car market is small, according to Toyota’s website, in the 1950s and 1960s, Japan’s domestic car sales from less than 30,000 to nearly 500,000 in 1961. The 1923 Ford Model T sold more than 2 million cars a year. Demand for cars in Japan is diverse, with luxury cars for government officials, large trucks for delivery to supermarkets and small cars for Japanese families. The Japanese market is too big to replicate Ford’s mass assembly line production.数字化转型网(www.szhzxw.cn)
Japan also lacked mass labor: especially after World War II, when its economy recovered, it lacked the large numbers of workers needed for large-scale assembly line production.
Lean manufacturing achieves the improvement of large-scale assembly line production in several important directions: small batch, diversified production: Different from the single and standardized production line, the lean production model created by Toyota can achieve multi-batch and small-batch production, so as to meet the diversified needs of users. Among them, rapid mold replacement is an important technological innovation, thanks to Toyota’s Ohno Daiichi’s years of specialized research, in the late 1950s, Toyota has achieved the mold change time from one day to 3 minutes. “Just in Time” : Toyota strives to eliminate the inventory generated at all stages and eliminate the waste caused by excessive production. This model requires the upstream process to produce only enough parts to supply the next immediate demand. When the parts in the downstream process container are used up, the container is sent back to the previous process to avoid overproduction in the upstream process. The value stream opens up all links from customers, factories and supply chains: customer orders are the starting point of this value chain, pulling the start of the entire value chain, and all links prevent production in excess of the order demand. Different from the production line model, the production units are separated from each other, and all aspects are integrated to work together to improve quality and efficiency.
The implementation of lean manufacturing needs to break the boundaries of the enterprise and is a long-term continuous process: Similar to European and American car companies, Toyota Motor successively divested its auto parts business in 1949 and established Denso (Toyota’s first-tier supplier, including automotive air conditioning systems, power transmission systems, safety systems, etc.) and Toyoda Gosei (Toyota’s first-tier supplier, Products include rubber seals, interior parts assembly, airbags, etc.), Toyota Textile (Toyota first-class supplier, products include seats, interior and exterior trim, etc.), etc. However, unlike European and American car companies, Toyota does not equate them with third-party suppliers, but uses close cross-shareholding to achieve the interests of the supply chain system. This supply chain system is the organizational guarantee for Toyota to extend the lean manufacturing concept to its suppliers. Toyota Motor and suppliers are committed to reducing costs and increasing efficiency in all aspects of automobile production, and suppliers can also carry out exchanges in technology and manufacturing process.数字化转型网(www.szhzxw.cn)
Toyota’s achievements: Lean manufacturing finally achieved remarkable results in efficiency improvement, according to the “Machine that changed the World”, Toyota’s lean manufacturing plant in the final assembly link efficiency is significantly ahead of the same period of General Motors, and the product defect rate is much lower than General Motors. Toyota Motor not only gained a large market share in the domestic market, but also surpassed Ford in global vehicle sales in 2005. According to Toyota’s official website, Toyota’s domestic market share in Japan has steadily increased from 37% in 1960 to more than 40% in the 1970s and reached 48% in 2010. Toyota has demonstrated its strong competitiveness in overseas markets, with overseas sales increasing from 900,000 in 1975 to 6.84 million in 2007. Due to the lack of earlier data, only in the 1990s, Toyota Motor showed higher asset turnover efficiency, especially in the first five years of 1990, Toyota’s total asset turnover rate was significantly faster than Ford.
2. Lean manufacturing is a continuous improvement process
The waste in the automobile value chain needs to be continuously improved by the automobile enterprises, and this continuity is reflected in the following two aspects: Some waste phenomena are subject to the current technical limitations such as the process, and can not be completely avoided at this stage. As technology and other advances continue, this kind of waste is expected to be eradicated. From the technical level, lean manufacturing is also an ongoing process. Lean manufacturing mode needs to break the boundaries of enterprises, take customer orders as a starting point, and the process of factory manufacturing, design and supplier participation. Therefore, Toyota lean manufacturing first occurred in the manufacturing link, and continued to penetrate into the sales system (channels, order systems, etc.). And expand to tier 1 suppliers, and continue to penetrate to tier 2 suppliers and tier 3 suppliers.
The third revolution is at hand
Punching, weld-coating, total production process: Toyota’s excellent performance enables lean manufacturing to spread globally, but each enterprise is subject to different organizational structures, business strategies and other implementation effects. However, in general, the current production of various car companies is divided into four major links from the process, stamping, welding, painting and final assembly, and the four links form a series of assembly line mode. Stamping: Typical stamping products have four doors, two covers, fender around, side around, top cover and so on. Welding: Through various welding processes, the stamping parts formed in the stamping workshop are formed into a complete body in white. Painting: The whole body in white produced by welding production line is electrophoretic and painted. Final assembly: The interior trim, powertrain, chassis system, etc. of the painted body in white are installed to finally form a complete vehicle.
1. Tesla and Toyota’s exploration of new production models
Tesla unbox Production process: In March 2023, Tesla held an investor day to showcase their new production model, the unbox. The current assembly workshop of the industry is started by welding the body in white (box) after painting and painting, and the final assembly line is completed in a narrow body space (box) in serial mode. On the current final assembly line, there are several major points to be improved: the lengthy series mode, the last process is not completed, the next process can not be opened. A problem in one link will block the process. The small body space (box) greatly restricts the installation efficiency, and the automation rate of the final assembly is lower than that of the other several links. There is a waste of man-hours in the transportation of the body in white to the next process. The waste of some repetitive processes, such as the end of the welding process, needs to install the door to the car body and enter the painting process. At the end of painting, it is necessary to remove the door into the general assembly to facilitate the workers to enter and install the interior parts, and then install the door.数字化转型网(www.szhzxw.cn)
Unbox will significantly improve efficiency and reduce costs: the six parts are assembled in parallel mode. The advantage of the six parts being carried out at the same time is that the man-hour efficiency is greatly improved. For painting, in the unbox mode, only the necessary parts need to be painted, such as four doors and two covers, rather than the entire body painting, which will reduce the investment of the painting production line. In addition, the final assembly line has become a completely open space, which improves the convenience of operation, and will be more conducive to the improvement of automation rate and the use of robots in the later stage. According to Tesla’s calculation, the unbox mode will increase the operator density by 44%, reduce the ineffective movement of workers, and improve the spatio-temporal efficiency by 30%. The Unbox Model will reduce new factory inputs by more than 40 percent and the cost of the next generation of Tesla vehicles by 50 percent compared to the current Model 3 and y.数字化转型网(www.szhzxw.cn)
Toyota’s production mode of the next generation of electric vehicles: In June 2023, Toyota announced the state of some production equipment of the next generation of electric vehicles at the technical workship. To ensure the profitability of electric vehicles, Toyota needs to work together in both technology and manufacturing. Giga casting (Integrated die casting) : makes the electric vehicle body structurally simple. Among them, Toyota continues to play his advantage in the field of mold change, can reduce the die casting mold replacement cycle to 20 minutes to reduce waste in operation. Deconstruct the body: Toyota divides the car into three parts, front, center and back, similar to the unbox, Toyota says the new model allows assembly work to be carried out in an open space, which helps improve assembly efficiency. Self-propelling Assembly line: Toyota will eliminate the transporter concept in the next generation production shop, with sensors and control systems installed in the factory combined with sensors on the vehicle body to enable external control of vehicle operation. The removal of the transmitter equipment will facilitate the flexible layout of the plant. Can significantly reduce plant input. Extensive use of digital technologies: Technologies such as Giga casting and Self-propelling assembly lines are compatible with digitization, which applies the product pole to plant design, including process research and improvement.
2. Contributing factors to the new production mode
As mentioned above, the transformation of production mode is a complex process of a series of technological and process innovations integrated with production process reengineering and optimization. In the era of electric vehicles, the structure of automobiles is changing, the original complex power system has become a three-electric system, the battery and the car chassis have been integrated design, the process innovation, automation, and the continuous progress of digital technology of large die-casting parts, and the lean manufacturing model of automobiles has undergone more than half a century of evolution may once again come to the point of change.
(1) The application of integrated die casting
The application of integrated die casting makes the automobile structure more simplified and the number of automobile parts reduced. For example, Tesla Model y GM used integrated die-cast rear floor and front cabin to successfully reduce the original 171 parts to 2 large die-cast parts. Polar Krypton 009, Mi su7 and Xiaopeng Automobile also use an integrated die-casting process to reduce the number of parts.
At present, the use of integrated die casting on the car body is mainly the rear floor and the front cabin. The realization of the integrated die casting process has benefited from advances in large-scale die casting equipment and aluminum alloy material end. The continuous progress of large tonnage die casting machine: We can see this trend through the rhythm of the introduction of products by the die casting machine equipment manufacturer IDRA, which launched the first 2000T equipment in 1966, launched 3200T equipment in 1973, and launched 4000T equipment in 1993. In 2020, IDRA received the world’s first order for 6,200 tons and 8,000 tons die casting machines, and IDRA was also the first company to receive an order for 9000T die casting machines. The 9000T die casting machine is used to make large die castings for products such as SUVs and pickups. The continuous maturity of supporting industries such as alloy materials and molds has promoted the progress of integrated die casting process.
(2) Battery chassis integration
The fusion design of battery pack and car chassis has become a trend in the industry, and Tesla Battery Day 2020 released its battery pack chassis design scheme, which will effectively reduce 370 parts, and will also reduce the factory input per GWH of the chassis (integrated battery pack) by 55% and the factory space by 35%. The integrated battery chassis design is also conducive to the independent installation of the chassis in the unbox mode.数字化转型网(www.szhzxw.cn)
The battery chassis integration solution has also been applied by other car companies. For example, in April 2022, Zero Run released CTC(cell to chassis) technology, which integrates battery and chassis design. In May 2022, BYD released CTB (cell to body) technology and was first installed on the SEAL model, with the upper cover of the battery pack integrated with the body floor. The Xopeng G6, released in June 2023, uses CIB technology and is also designed for the fusion of battery and chassis.
(3) The use of artificial intelligence technologies such as humanoid machines
Advances in technologies such as AI will also facilitate the arrival of new production models. Tesla’s latest Optimus humanoid robot, unveiled at AI Day 2022, features 100W sitting power, 500W fast walking power, 200 + joint degrees of freedom, and 27 degrees of hand freedom. According to Tesla’s 2023 Investment Day, the Unbox solution realizes an open assembly space, which will be more convenient for robots and humans to operate. We believe that there is a lot of mechanical work in the automotive assembly process (such as screwing), and with the opening of the assembly space, it will be conducive to the improvement of the automation rate. The assembly of Unbox may become a good application scenario for humanoid robots.
本文由数字化转型网(www.szhzxw.cn)转载而成,来源于制造前沿;编辑/翻译:数字化转型网宁檬树。

免责声明: 本网站(http://www.szhzxw.cn/)内容主要来自原创、合作媒体供稿和第三方投稿,凡在本网站出现的信息,均仅供参考。本网站将尽力确保所提供信息的准确性及可靠性,但不保证有关资料的准确性及可靠性,读者在使用前请进一步核实,并对任何自主决定的行为负责。本网站对有关资料所引致的错误、不确或遗漏,概不负任何法律责任。
本网站刊载的所有内容(包括但不仅限文字、图片、LOGO、音频、视频、软件、程序等) 版权归原作者所有。任何单位或个人认为本网站中的内容可能涉嫌侵犯其知识产权或存在不实内容时,请及时通知本站,予以删除。