

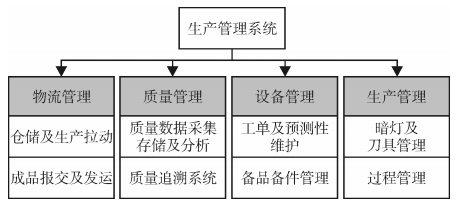
中国的制造业正在逐步向数字化和智能化转型。 在这个过程中, 传统汽车厂的智能工厂建设以及核心数据的采集和应用技术成为了关键因素。 如图 1 所示, 某发动机工厂已经配备了MES 生产信息化管理系统的生产管理、 质量管理、设备管理、 供应链管理等应用模块。 这些管理系统目前可以保证管理质量和数据输出, 但仍然存在数据孤岛等突出问题, 与数字智能产业政策所要求的一体化系统相比, 还存在一定的体系差距。
为解决上述问题, 行业正常都需要更新或采购数字化系统, 工厂数千万的投入工作在新能源动力产业发展的当下基本是无法及时得到满足的。从打 通数据孤岛到实现数字 孪生系统建设目标, 获得过程数据是数字化升级的关键。 为降低工厂投入, 研究团队通过梳理业务需求, 自主学习关键编程工具, 在打通设备协议后充分利用工厂网络, 自主开发各类设备采集程序并开展分析应用。
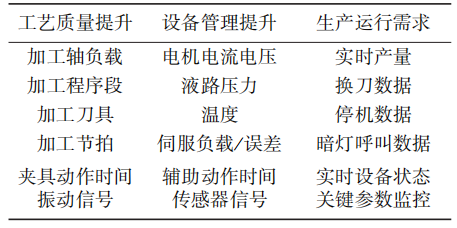
结合合业务运行的需要, 重点数据采集需求如表 1 所示, 数据采集后会集中在服务器中存储,以方便后续综合分析利用。
表 1 设备数据采集类型
一、工厂设备互联互通及数据采集规划
查阅相关文献分析各类设备数据采集方案,针对开放式数控加工中心设备, 有采用 Focas 协议与 Fanuc 机床数据交互的方案, 或采用开放性生产控制和统一架构 (OPC UA) 来采集西门子数控的采集方案; 也有利用宏代码开展特殊数据采集的 Modbus 串口采集方案[8]; 针对可编程逻辑控制器 (PLC) 有采用 OPC 或 Modbus 串口通讯采集方案; 针对 ABB \ \ Fanuc 等主流机器人等数据采集, 可采用 OPC 采集方式。
为了实现设备的数字化采集, 工厂通常需要获取外部资源支持, 给制造企业带来昂贵的采购费用。 工厂团队的核心任务是自主打通协议开发数据采集上位机,因此, 团队选择通过 Labview、 Python 等编程工具来自主实现。 数字化转型网(www.szhzxw.cn)
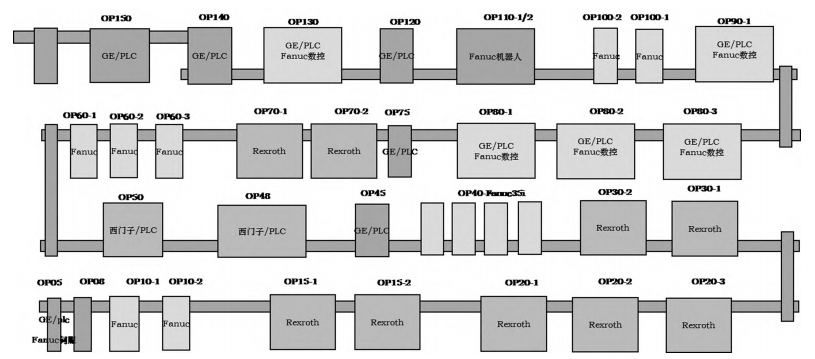
如图 2 所示, 发动机工厂的设备控制模式相对统一, 包括加工中心、 车床、 磨床、 机械手、Fanuc 机器人等智能装备都如此。 除了力士乐数控系统相对封闭外, 其他如西门子和 Fanuc 都是开放式数控系统。 此外, 辅助设备的 PLC 由GE_ Rx3i统一控制, 这为数据的统一采集提供了便利。
1. 基于 OPC 采集的应用
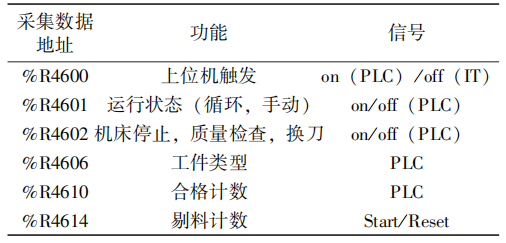
针对工业过程数据采集在开放性、 可重用性和灵活性方面的不足, OPC 提供了一种通用的接口, 用于各种过程控制设备之间的通信。 工厂配备的生产管理系统已经实现了部分运行数据的管理应用, 如表 2 所示, 包括各机床的生产启停、刀具更换、 生产线拥堵以及实时产量等。 在设备招标阶段就已经对控制端数据接口进行了规划设计, 后续相关数据可通过 Kepware 及 Cimplicty 组态软件开发获取到。
表 2 OPC 数据采集 PLC 的统一配置
在不更改工厂原系统配置的基础上, 不同设备统一的 PLC 配置及编程要求为自主采集设备运行状态提供了便利, 使得自主开发上位机采集软件成为可能。 数字化转型网(www.szhzxw.cn)
2. 基于 Focas 的数据采集
Focas 是 Fanuc 公司开发的一种数据通讯协议,可以与该公司的机器人、 数控系统、 伺服驱动等硬件进行数据交互。 这种交互主要通过调用 dll 文件中的函数库来实现数据交换, 同时提供了 VB 及VC++的接口。 本文通过 Labview 导入共享库的方式, 实现了 Focas 函数库的信息交互。
(1)Fanuc 数控加工中心的数据采集
由于工厂中大部分数控设备和机器人都采用了 Fanuc 系统, 除了曲轴线外, 还有超过 120 台加工中心也使用了 Fanuc 数控。 因此, 通过 Focas 编程来实现数据采集成为了工作的重点。
针对多台加工中心设备, 传统的运营过程和加工质量改进方法严重依赖人员的经验和三坐标测量机 (CMM) 测量来确认效果。 而设备维护则依靠设备厂商输入周期性工单进行周期性检测。
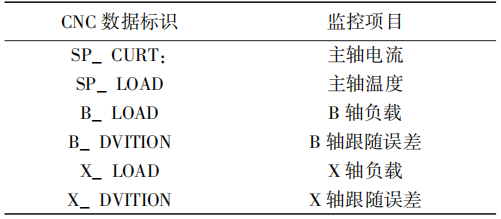
为了提高工作效率并降低由异常问题引起的停机问题, 需要依靠数字化手段。 根据运行提升和预测性管理的需求, 制定了如表 3 的数据需求, 最终实现了数据系统可以精确展示每一把刀、 每个程序段的加工负载, 并可自动监控每一台加工中心的关键部件运行数据。
表 3 CNC 数据采集类型
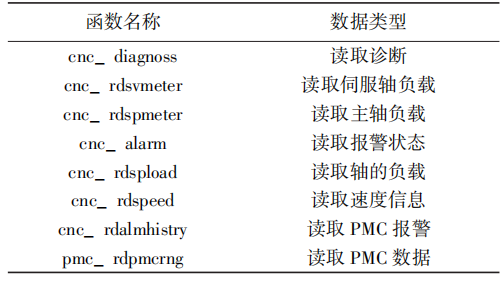
参照 Focas 手册及工厂所需的数据要求, 团队梳理出程序采集的关键函数如表 4 所示。
表 4 主要 Focas 函数类型
(2)配备 Fanuc 伺服驱动的数据采集
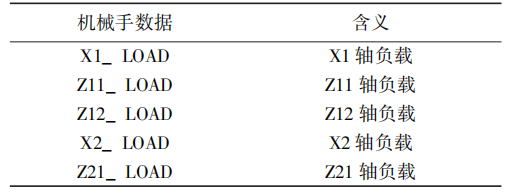
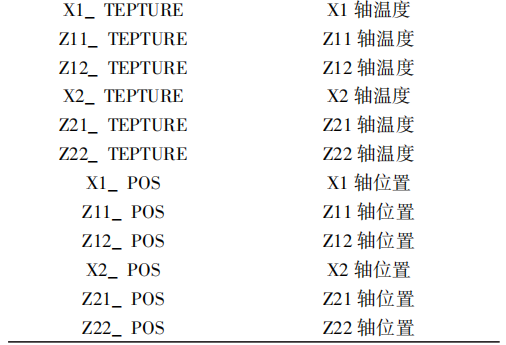
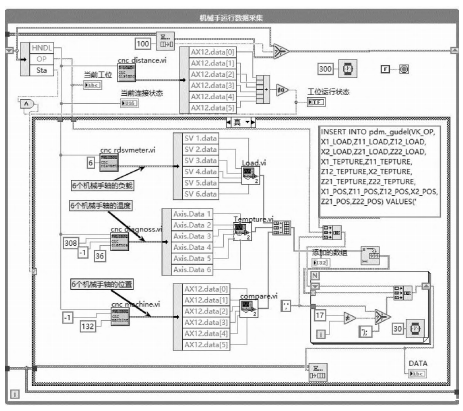
在工厂规划之初, 为了降低不同类型设备的管理工作难度, 工厂对所有机床的控制和伺服等规定了统一的品牌。 因此, 除了现场特种工艺设备, 如复合车床和铣床外, 绝大多数设备的控制都符合统一规范要求。 以曲轴线为例, 曲轴磨床和抛光机的数控均采用了 Fanuc 系统, 整线机械手的伺服控制采用了统一的 Power Motion 伺服控制器, 这为统一的 Focas 采集提供了硬件基础。 虽然控制器网段存在不同的 IP 网段设计, 但是基于网络地址转换 (NAT) 的跨网段采集方案解决了不同网段的数据交互问题。 以曲轴机械手为例, 为了监控机械手的运行状态以及进行预测性维护应用,团队制定了关键机械手的数据项目, 如表 5 所示。
表 5 机械手数据采集项目
3. 基于 Modbus 的数据采集
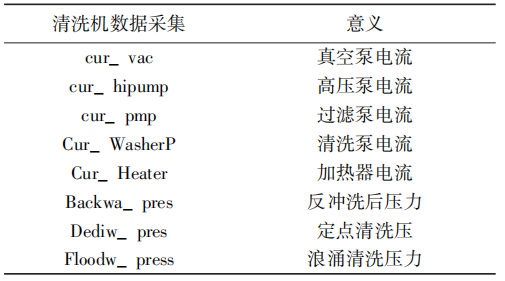
主流 的 PLC都配备了串口通讯接口, 如RS232 / RS485 等, 这为低成本的数据采集应用提供了基础。 基于工厂互联互通的工业网络, 工厂的非标类设备可以采用 Labview 编程或 Python 编程方案来获取机床的数据信息。 以清洗设备为例,采集需求如表 6 所示, 可以通过两种方式获取所需数据: 一方面可以直接从 PLC 获取, 另一方面通过给设备独立仪表及传感器加装 RS485 转换模块,实现串口数据直接获取。
表 6 工厂清洗设备串口数据获取需求
二、工厂不同设备数据采集程序开发
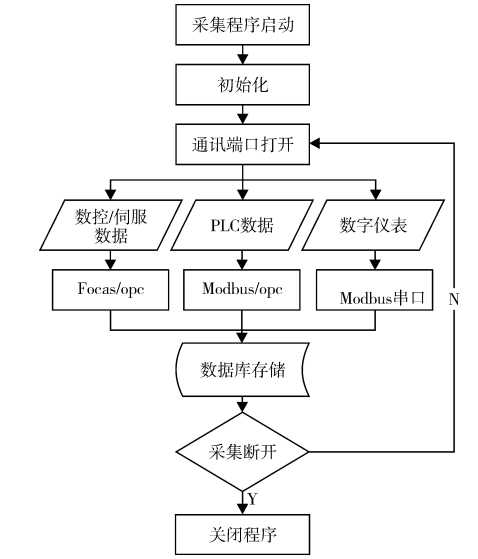
如图 3 所示, 为完成工厂中不同类型设备的上位机程序开发, 主要针对数控设备、 PLC 数据、离散仪表等典型应用开展数据采集技术方案研究。
1. Fanuc 相关设备基于 Focas 的数据采集
Focas 利用 Fwlib32. dll 函数来获取数控系统的坐标、 刀具等各类数据, 并通过网络或 HSSB 总线来实现数据交互。 工厂的技术人员通过使用 Labview 图形化编程工具, 实现了采集程序的高效开发。 如图 4 所示, 为了实现加工中心的数据采集,将各功能函数通过 Labview 进行封装, 然后以子程序调用的方式来获取各项制造过程数据。
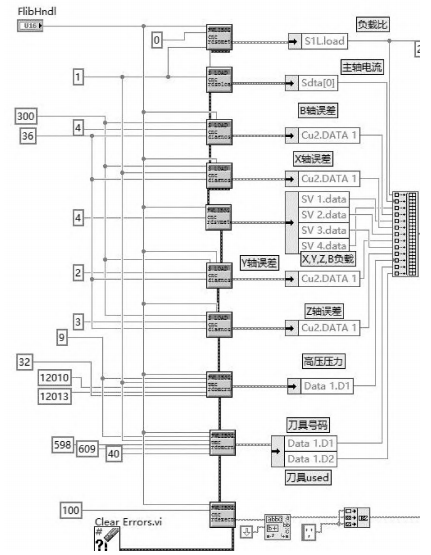
对于其他采用 Fanuc 驱动的伺服模块, 如整线机械手的驱动卡 Power Motion, 如图 5 所示, 我们可以通过调用 Focas 函数库来获取各轴的监控数据。 数字化转型网(www.szhzxw.cn)
2. 基于 OPC 的数据采集应用
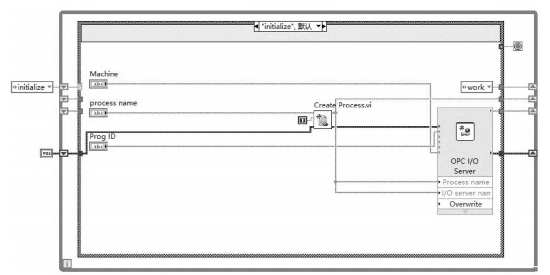
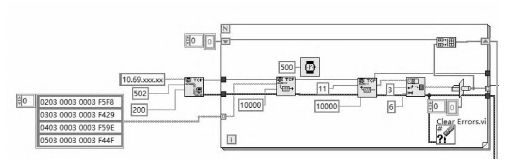
数据采集上位机通过 OPC 与不同设备类控制系统进行数据交互。 如图 6 所示, 通过 Labview 编程来实现力士乐、 西门子等数控系统的数据采集。OPC 段的配置如图 7 所示。

3. 基于 Modbus 的串口数据采集应用
(1)利用 Labview 开展编程采集
在 Labview 中利用 modbus_ TCP 方式获取数据,除 PLC 中数据外, 通过加装数据转换模块即可采集各类离散仪表数据。 如图 8 所示, 使大量非标设备的数据采集连接对应 IP 地址, 即可实现通讯。
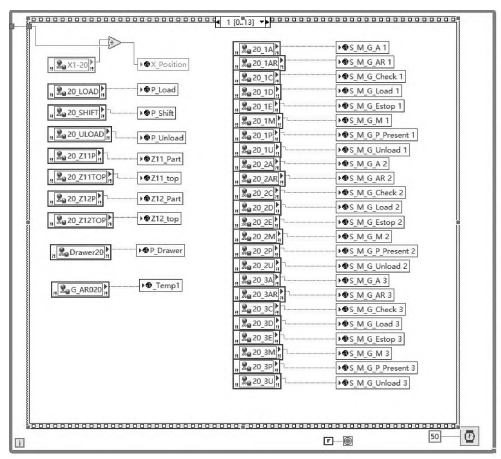
针对机械手、 清洗机、 试漏机、 装配自动站工序, 通过 PLC 的 modbus_ tcp 方式获取机床交互动作信息、 节拍信息等。 如图 9 所示, 机械手各动作及运行数据在 Labview 中被编程设置为交互 PLC各寄存器地址信号。
(2)利用 Python 编程开展 PLC 数据采集
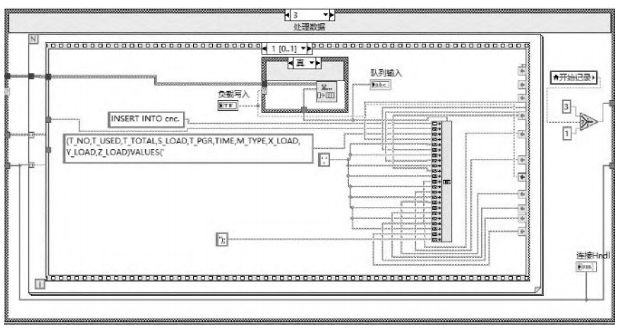
虽然采用 Labview 来实施机床数据采集具有图形化编程的技术优势, 但是它在配置数据流方面却比较繁琐。 如图 10 所示, 采集的十种数据需要使用引线逐一连接, 当需要采集大量数据种类时,连线容易出错。 同时, 从数据库读取和分析数据时也需要类似的设计连线。 相比之下, Python 编程在采集数据方面的便利性就比较明显。
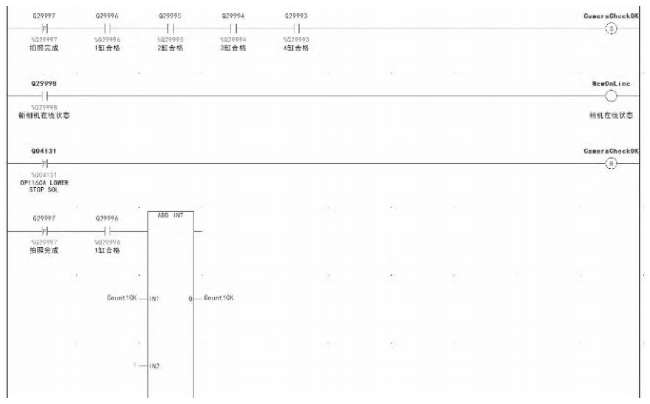
利用 Python 库 modbus _ tk 等工具, 可通过modbus_ TCP 方式编程实现 PLC 各类寄存器数据的获取。 如图 11 所示, 在某视觉防错工序中, 需要在对象程序中添加线圈地址#29996 / 29991, 然后在程序中进行信号交互设置。 数字化转型网(www.szhzxw.cn)
通过 Python 编程实现数据交互方案如下, 获取数据后可利用数据库模块实现数据的存储。
……
import modbus_ tk
import modbus_ tk. defines as cst
import modbus_ tk. modbus_ tcp as modbus_ tcp
master = modbus _ tcp. TcpMaster ( host = “{} ” . format (str ( all_ init_ value [2] ) ) ) #设定从站接口
# master = modbus _ tcp. TcpMaster ( host = “192. 168. 1. 15” ) host 目标 PLC 的地址设置master. set_ timeout (5. 0) #定时器设置
go_ = master. execute ( 1, cst. READ_ COILS,29996, 1) #读取地址为 29996 的信号
master. execute ( 1, cst. WRITE _ SINGLE _COIL, 29991, output_ value = 0) #信号交互后写入 29991
……
通过以上程序设计, 即可利用 Python 获取各个 PLC 点位所需的信息点, 与 Labview 编程一样,为防止程序采集信息丢失, 需要合理设置线程。
三、程序采集系统集成及应用
1. 系统集成
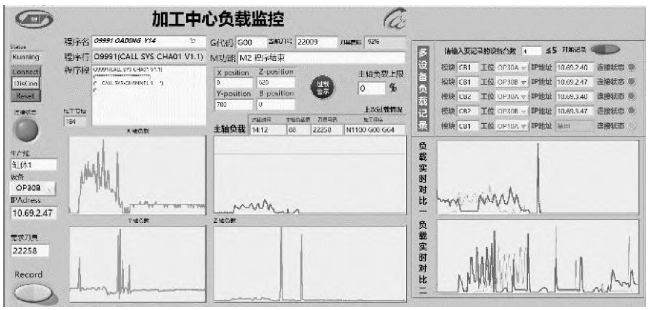
合理开发工厂设备 Focas、 OPC、 modbus 等各类协议, 能够获取各类数据, 为设备运行、 生产管理、 设备维护提供数据指引。 如图 12 所示, 通过将数据库数据与智能系统连接, 可以分类展示设备的运行状态和关键报表, 成功实现各类数据融合展示, 有效解决数据孤岛问题。 目前, 通过数据采集及分析, 可以实时展示整个生产线运行状态, 包括机加和装配工段。 现场管理人员通过管理系统终端即可获取运行状态、 具体问题点信息, 提升了管理效率。 此外, 通过对数据的自动分析, 各类运行报表自动生成, 减少了专业人员的时间耗用。

2. 工艺过程监控及改进应用
以加工中心为例, 如图 13 所示, 将采集到的各轴数据存储起来后, 可以实时展示加工轴的负载状态, 并且可以对相同的加工过程进行对比分析, 为处理异常过程提供清晰的工作改进指引。
通过将负载与加工指令进行匹配分析, 可以依据负载数据对加工参数进行优化。 针对采集到的各种类型的大数据, 使用 Python 编写分析模块,从数据库中读取数据, 可进行筛选、 分析、 运算。
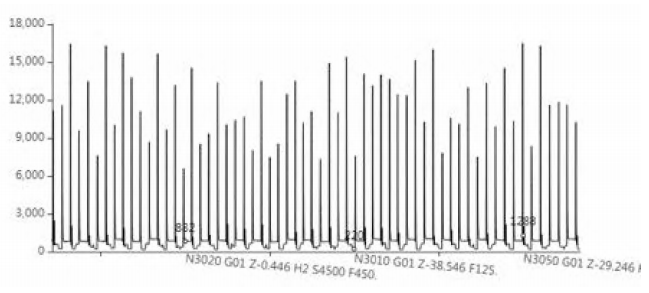
如图 14 所示, 我们对某导管复核加工的负载图进行分析, 通过监控导管、 座圈的最大负载和平均负载等应用来发现加工过程的异常情况。 这为工艺改进提供了精确的工作指引, 并可在参数和路径优化后进行透明化展示, 以展示改进效果。 数字化转型网(www.szhzxw.cn)
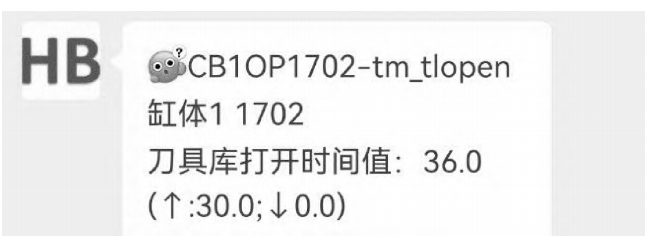
采集的其他仪表参数数据、 伺服数据、 动作时间等可用于对机床系统进行预测性维护管理。在监控的基础上, 通过与即时通讯工具连接, 可以实现对加工异常信息的自动推送和提醒。 如图15 所示, 如果刀具库打开动作时间变慢, 就可以推断该执行机构及控制器件可能存在问题, 需要及时进行检修。
四、结论
针对发动机工厂各类设备的特点, 研究团队成功地使用自主编程工具打通了设备的通讯协议限制瓶颈, 开发了全系设备的数据采集程序。 发动机制造过程数据既可以用于工艺改进, 也可为设备健康管理提供强大的数据支持。 大量数据的采集利用不仅实现了生产过程的透明化管理, 还实现了系统的自主监控和运行异常的自动报警。
成功开发发动机各类设备采集上位机, 为行业低成本数字化提升提供了模式借鉴。 传统制造工厂技术人员也可以通过掌握和应用 ICT 相关技术, 并开发出最适合企业的相关应用。 在工厂数字化采集自主实践方面, 除了需要投入使用 Labview 软件和 OPC 组件的成本外, Focas 采集协议使用中还需要注意匹配不同的数控版本。 各类采集方案中, 基于 Python 工具通过 modbus 通讯采集的方案成本最低。
基于运行管理需要采集目标数据, 可以有效提升制造工厂的运营效率。 目前仅利用了统计学原理对监控特征进行设定, 并通过 API 接口实现自动监控和提醒, 未来还需要探索应用基于大数据智能学习的相关算法, 这是制造业大数据应用技术的重要发展方向。 数字化转型网(www.szhzxw.cn)

翻译:
Engine intelligent factory equipment data acquisition based on industrial network
China’s manufacturing industry is gradually transforming into digital and intelligent. In this process, the construction of smart factories in traditional automobile plants and the collection and application of core data technology have become key factors. As shown in Figure 1, an engine factory has been equipped with production management, quality management, equipment management, supply chain management and other application modules of MES production information management system. These management systems can currently ensure the quality of management and data output, but there are still outstanding problems such as data islands, and there is still a certain system gap compared with the integrated system required by the digital intelligent industrial policy.
Figure 1 Original factory management system
In order to solve the above problems, the industry normally needs to update or purchase digital systems, and the tens of millions of input work in the factory can not be met in a timely manner in the current development of the new energy power industry. Process data acquisition is the key to digital upgrading from data island to digital twin system construction. In order to reduce factory investment, the research team sorted out business needs, independently learned key programming tools, made full use of the factory network after opening up the equipment protocol, and independently developed various equipment acquisition programs and carried out analysis and application.
To meet the requirements of service operation, the key data collection requirements are shown in Table 1. After data collection, the data is stored on the server for subsequent comprehensive analysis and utilization. 数字化转型网(www.szhzxw.cn)
Table 1 Types of device data collection
Factory equipment interconnection and data collection planning
For open CNC machining center equipment, there are Focas protocol and Fanuc machine tool data interaction scheme, or Open production control and Unified architecture (OPC UA) to collect Siemens CNC collection scheme; There are also Modbus serial port acquisition schemes that use macro codes to carry out special data acquisition [8]. OPC or Modbus serial communication acquisition scheme is used for programmable logic controller (PLC). For the data acquisition of mainstream robots such as ABB \ \ Fanuc, OPC collection can be adopted.
In order to realize the digital acquisition of equipment, factories usually need to obtain external resource support, which brings expensive procurement costs to manufacturing enterprises. The core task of the factory team is to independently open up the protocol development data acquisition host computer, so the team chooses to independently implement the protocol through programming tools such as Labview and Python.
FIG. 2 The crankshaft production line is equipped with numerical control system
As shown in Figure 2, the equipment control mode of the engine factory is relatively uniform, including intelligent equipment such as machining centers, lathes, grinders, robots, Fanuc robots, etc. In addition to the relatively closed Rexroth CNC system, others such as Siemens and Fanuc are open CNC systems. In addition, the PLC of the auxiliary equipment is controlled by GE_ Rx3i, which provides convenience for unified data collection. 数字化转型网(www.szhzxw.cn)
1. Application based on OPC acquisition
OPC provides a universal interface for communication between various process control devices to address the shortcomings of openness, reusability and flexibility in industrial process data acquisition. The production management system equipped with the factory has realized the management application of part of the operation data, as shown in Table 2, including the production start and stop of each machine tool, tool replacement, production line congestion and real-time output. The data interface of the control side has been planned and designed in the equipment bidding stage, and the relevant data can be obtained through the development of Kepware and Cimplicty configuration software.
Table 2 Unified configuration of OPC data acquisition PLC
On the basis of not changing the original system configuration of the factory, the unified PLC configuration and programming requirements of different devices provide convenience for the independent acquisition of equipment operating status, making it possible to independently develop the upper computer acquisition software.
2. Data collection based on Focas
Focas is a data communication protocol developed by Fanuc for data interaction with the company’s robots, numerical control systems, servo drives and other hardware. This kind of interaction mainly realizes the data exchange by calling the function library in the dll file, and provides the interface of VB and VC++. In this paper, the information exchange of Focas function library is realized by importing shared library in Labview. 数字化转型网(www.szhzxw.cn)
(1) Data acquisition of Fanuc CNC machining center
Since most of the CNC equipment and robots in the factory use the Fanuc system, in addition to the crankshaft line, more than 120 machining centers also use Fanuc CNC. Therefore, data acquisition through Focas programming has become the focus of the work.
For multiple machining center equipment, the traditional operational process and machining quality improvement methods rely heavily on human experience and coordinate measuring machine (CMM) measurements to confirm the effect. The equipment maintenance depends on the equipment manufacturer input periodic work order for periodic inspection.
In order to improve work efficiency and reduce downtime caused by abnormal problems, digital means are needed. According to the needs of operation improvement and predictive management, the data requirements as shown in Table 3 were formulated, and the data system was finally realized that the machining load of each tool and each program segment could be accurately displayed, and the operation data of key components of each machining center could be automatically monitored.
Table 3 Types of CNC data acquisition
With reference to the Focas manual and the data requirements required by the plant, the team sorted out the key functions of the program acquisition as shown in Table 4.
Table 4 Main Focas function types
(2) Data acquisition with Fanuc servo drive
At the beginning of the factory planning, in order to reduce the difficulty of the management of different types of equipment, the factory stipulated a unified brand for the control and servo of all machine tools. Therefore, in addition to field special process equipment, such as composite lathes and milling machines, the control of the vast majority of equipment meets the requirements of the uniform code. Taking the crankshaft line as an example, Fanuc system is adopted for CNC of the crankshaft grinder and polishing machine, and a unified Power Motion servo controller is adopted for servo control of the whole line manipulator, which provides a hardware basis for unified Focas acquisition. Although there are different IP network segment designs in the controller network segment, the cross-network segment acquisition scheme based on network address translation (NAT) solves the problem of data interaction in different network segments. Taking the crankshaft manipulator as an example, in order to monitor the operation status of the manipulator and for predictive maintenance applications, the team developed data items for key manipulators, as shown in Table 5. 数字化转型网(www.szhzxw.cn)
Table 5 Robot data acquisition items
3. Data collection based on Modbus
The mainstream PLC is equipped with a serial communication interface, such as RS232 / RS485, which provides the basis for low-cost data acquisition applications. Based on the industrial network of factory interconnection, the non-standard equipment of the factory can use Labview programming or Python programming to obtain the data information of the machine tool. Taking the cleaning device as an example, the collection requirements are shown in Table 6. The required data can be obtained in two ways: on the one hand, it can be directly obtained from the PLC; on the other hand, it can be directly obtained from the serial port by installing an RS485 conversion module on the independent instrument and sensor of the device.
Table 6 Serial port data acquisition requirements for factory cleaning equipment
Developed data acquisition programs for different equipment in the factory
As shown in Figure 3, in order to complete the development of host computer programs for different types of equipment in the factory, data acquisition technology schemes are mainly studied for typical applications such as numerical control equipment, PLC data, and discrete instruments.
1. Data collection of FANUC-related equipment based on Focas
Focas uses Fwlib32.dll function to obtain all kinds of data such as coordinates and tools of CNC system, and realizes data interaction through network or HSSB bus. The technicians of the plant have realized the efficient development of the acquisition program by using the graphical programming tool Labview. As shown in Figure 4, in order to realize the data acquisition of the machining center, each function is encapsulated through Labview, and then the data of each manufacturing process is obtained by subroutine call. 数字化转型网(www.szhzxw.cn)
Figure 3 Basic architecture of device data acquisition
Figure 4 Data acquisition architecture of machining center equipment
For other Fanuc driven servo modules, such as the Power Motion of the drive card of the whole line manipulator, as shown in Figure 5, we can obtain the monitoring data of each axis by calling the Focas function library.
Figure 5. Robot servo data acquisition architecture
2. Data acquisition application based on OPC
The data acquisition host computer interacts with the control system of different devices through OPC. As shown in Figure 6, data acquisition of Rexroth, Siemens and other CNC systems is realized through Labview programming. The configuration of the OPC segment is shown in Figure 7.
Figure 6 OPC data acquisition scheme of CNC system
Figure 7 OPC configuration interface
3. Serial port data acquisition application based on Modbus
(1) Use Labview to carry out programming acquisition
In Labview, the data can be acquired by modbus_TCP. Besides the data in PLC, all kinds of discrete instrument data can be collected by installing data conversion module. As shown in Figure 8, the data acquisition of a large number of non-standard devices is connected to the corresponding IP address to achieve communication. 数字化转型网(www.szhzxw.cn)
Figure 8 Machining center equipment data scheme
According to the operation of manipulator, cleaning machine, leakage testing machine and assembly automatic station, the interactive action information and beat information of machine tool are obtained by modbus_tcp mode of PLC. As shown in Figure 9, each action and operation data of the manipulator is programmed to be the address signal of each register of the interactive PLC in Labview.
Figure 9 Development of acquisition program using modbus communication in Labview
(2) Using Python programming to carry out PLC data collection
Although using Labview to implement machine tool data acquisition has the technical advantage of graphical programming, it is more complicated in the configuration of data flow. As shown in Figure 10, the ten kinds of data collected need to be connected one by one using leads. When a large number of data types need to be collected, the connection is prone to errors. At the same time, similar design connections are required when reading and analyzing data from a database. In contrast, the convenience of Python programming in collecting data is more obvious.
Figure 10 Data mode of machining center equipment using Labview
Using the Python library modbus_tk and other tools, through modbus_TCP programming to achieve the acquisition of PLC register data. As shown in Figure 11, in a visual error prevention process, coil address # 29996/29991 needs to be added to the object program, and then the signal interaction is set in the program. 数字化转型网(www.szhzxw.cn)
Figure 11 PLC address setting
The data interaction scheme achieved through Python programming is as follows. After obtaining data, the database module can be used to achieve data storage.
…
import modbus_ tk
import modbus_ tk. defines as cst
import modbus_ tk. modbus_ tcp as modbus_ tcp
master = modbus_tcp.TcpMaster (host = “{} “.format (str (all_ init_ value [2]))) # Set the slave interface
master = modbus_tcp.TcpMaster (host = “192.168.1.15”) host Set the address of the target PLC master.set_timeout (5.0) # timer
go_ = master.execute (1, cst.READ_ COILS,29996, 1) # reads the signal at address 29996
master.execute (1, cst.WRITE _ SINGLE COIL, 29991, output value = 0) # Write 29991 after signal interaction
…
Through the above program design, you can use Python to obtain the information points required for each PLC point, like Labview programming, in order to prevent the loss of program collection information, it is necessary to set the thread reasonably. 数字化转型网(www.szhzxw.cn)
Program acquisition system integration and application
1. System integration
Reasonable development of plant equipment Focas, OPC, modbus and other protocols, can obtain all kinds of data, to provide data guidance for equipment operation, production management, equipment maintenance. As shown in Figure 12, by connecting the database data with the intelligent system, the operating status and key reports of the equipment can be classified and displayed, and various types of data can be successfully integrated and displayed, effectively solving the problem of data island. At present, through data acquisition and analysis, the operation status of the entire production line can be displayed in real time, including the machining and assembly sections. Field managers can obtain running status and specific problem information through the management system terminal, which improves management efficiency. In addition, through the automatic analysis of data, various types of operating reports are automatically generated, reducing the time consumption of professionals.
Figure 12 Integration of data acquisition system
2. Process monitoring and improvement application
Taking the machining center as an example, as shown in Figure 13, after the collected data of each axis is stored, the load status of the machining shaft can be displayed in real time, and the same machining process can be compared and analyzed, providing clear work improvement guidelines for handling abnormal processes. 数字化转型网(www.szhzxw.cn)
Figure 13 Multi-station CNC data acquisition and analysis application
The processing parameters can be optimized according to the load data by matching the load with the machining instructions. For various types of big data collected, Python is used to write analysis modules to read data from the database, which can be screened, analyzed and calculated.
As shown in Figure 14, we analyzed the load diagram of a conduit rechecking process, and detected abnormal conditions in the processing process by monitoring the maximum load and average load of the conduit and seat ring. This provides precise working guidelines for process improvement and can be transparently displayed after parameter and path optimization to demonstrate the improvement.
FIG. 14 Analysis of single CNC data processing
Other instrument parameter data, servo data, operation time, etc. collected can be used for predictive maintenance management of the machine tool system. On the basis of monitoring, through the connection with instant messaging tools, it can realize the automatic push and reminder of processing abnormal information. As shown in Figure 15, if the opening operation time of the tool library is slow, it can be inferred that the actuator and control device may have problems and need to be repaired in time.
Figure 15 Automatic reminder of abnormal data
Conclusion
According to the characteristics of all kinds of equipment in engine factory, the research team successfully used autonomous programming tools to break through the communication protocol limit bottleneck of equipment, and developed the data acquisition program of all equipment. Engine manufacturing process data can not only be used for process improvement, but also provide powerful data support for equipment health management. The collection and utilization of a large amount of data not only realizes the transparent management of the production process, but also realizes the autonomous monitoring of the system and the automatic alarm of abnormal operation.
The successful development of various engine equipment acquisition host computer provides a model for low-cost digital promotion of the industry. Traditional manufacturing plant technicians can also master and apply ICT-related technologies and develop relevant applications that are most suitable for enterprises. In the independent practice of factory digital acquisition, in addition to the cost of using Labview software and OPC components, the use of Focas acquisition protocol also needs to pay attention to matching different CNC versions. Among all kinds of collection schemes, the one based on Python tool through modbus communication collection has the lowest cost.
Collecting target data based on operation management needs can effectively improve the operation efficiency of manufacturing plants. At present, only statistical principles are used to set monitoring characteristics, and automatic monitoring and reminder are realized through API interfaces. In the future, relevant algorithms based on big data intelligent learning need to be explored and applied, which is an important development direction of big data application technology in the manufacturing industry.
本文由数字化转型网(www.szhzxw.cn)转载而成,来源于新工业网;编辑/翻译:数字化转型网宁檬树。
免责声明: 本网站(http://www.szhzxw.cn/)内容主要来自原创、合作媒体供稿和第三方投稿,凡在本网站出现的信息,均仅供参考。本网站将尽力确保所提供信息的准确性及可靠性,但不保证有关资料的准确性及可靠性,读者在使用前请进一步核实,并对任何自主决定的行为负责。本网站对有关资料所引致的错误、不确或遗漏,概不负任何法律责任。
本网站刊载的所有内容(包括但不仅限文字、图片、LOGO、音频、视频、软件、程序等) 版权归原作者所有。任何单位或个人认为本网站中的内容可能涉嫌侵犯其知识产权或存在不实内容时,请及时通知本站,予以删除。


