
导读
智能工厂信息化系统建设需要将现代管理理论、智能制造理论与最新信息技术、自动化技术、网络通信技术、信息物 理系统、大数据技术、云计算技术等深度融合,通过科学规划 和全面集成企业设备单元、生产监控、制造执行、企业管理、设计研发等各类系统,最终构建由智能设计、智能经营、智能生产、智能决策组成的智能工厂。
一、规划范围
基于智能工厂所需的主要业务系统进行规划建设,主要有:
(1)ERP(企业资源计划系统):它是企业信息化的核心系统,管理销售、生产、采购、仓库、质量、成本核算等。
(2)PLM(产品生命周期管理系统):它负责产品设计的图文档、设计过 程、设计变更、工程配置的管理,为ERP系统提供最主要的数据源BOM表,同时为MES系统提供最主要的数据源工艺路线文件。
(3)MES(制造执行系统):它负责车间中生产过程的数 字化管理,实现信息与设备的深度融合,为ERP系统提供完 整、及时、准确的生产执行数据,是智能工厂的基础。
(4)WMS(仓库管理系统):它具备入库业务、出库业务、仓库调拨等功 能,从ERP系统接收入出库物料清单和MES系统中接受入出 库指令,协同AGV小车完成物料配送的自动化,实现立体 仓库、平面库的统一仓储信息管理。
二、智能工厂信息化总体架构
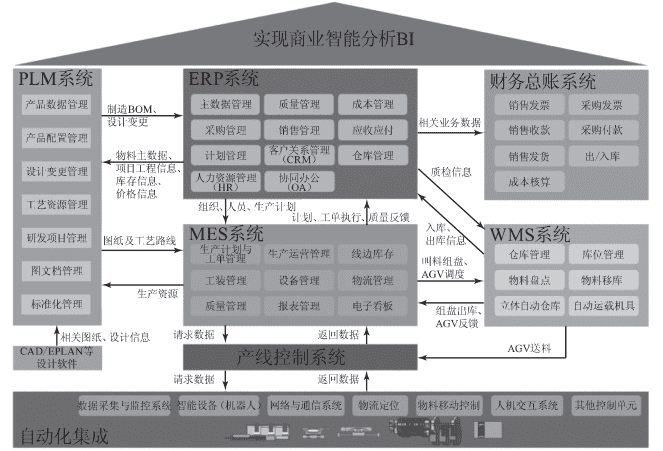
基于企业系列标准的支持和企业级别的信息安全要求,在信息物理融合系统(CPS)的支持下,构建智能设计、智能产品、智能经营、智能服务、智能生产、智能决策六大系统。
其中,通过服务网、物联网将企业设施、设备、组织、人互通互联,集计算机、通信系统、感知系统一体化,实现对物理世界的安全、可靠、实时、协调感知和控制;同时,通过企业信息门户(EIP)实现与客户、供应商、合作伙伴的横向集成(如协同商务和信息共享),以及实现企业内部的纵向集成(如不同系统之间的业 务协同)。

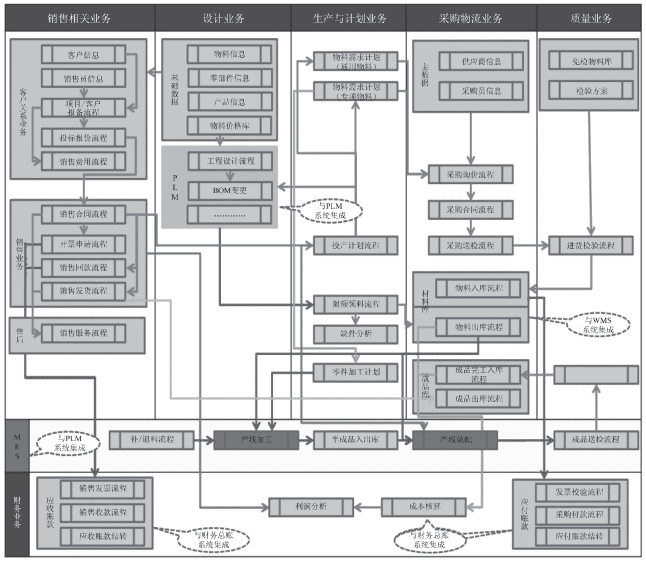
构建的智能化工厂总体框架如图1所示。根据信息化系统规划范围及建设相关要求,本文参照智能化工厂的总体框架,构建符合企业业务特点的信息化系统架构,如图2所示。
三、信息化系统规划的主要内容
3.1 ERP系统
3.1.1 功能和目标
ERP系统着重解决物料台账、合同、计划、采购、成本等相关管理目标,具体如下:
(1)提升管理概念。由定性管理转变为定量管理;由单一的职能式管理转变为资源式管理。
(2)理顺管理流程。理顺和制定适应单件小批量加工装配型企业的生 产管理流程,规范生产流程环节中的各类票据,根据岗位说明书制定相应的操作制度及条例。
(3)实现物料配送,建立缺件报警制度。将领料制仓库变成配送制仓库,在装配前做缺件分析,推行缺件报警制度。
(4)有效控制库存。提出配套库存的管理思想,努力降低库存中长短件的比例。
(5)降低成本。从限额发料、控制库存、缩短生产周期等方面降低生产成本。
(6)缩短生产周期。通过提高设计及生产环节对工程变更的反应速度、提高装配中物料的齐套率、减少生产装配中停工待料的时间和缩短采购周期等措施,实现缩短成品的生产周期。
(7)建立生产的可预见性机制,包括销售预测、库存预测、缺件预测、生产过程预测、客户订单交货期预测、采购到货期预测、生产成本预测等。
(8)建立生产计划的控制和反馈体系,实现各类生产计划的闭环管理。
(9)建立价格管理和多层次成本控制体系。建立原材料基准价管理体系、零部件/外协件的定额成本价、 合同的实际成本计算体系等,形成完善的销售报价审计、采 购合同价格审计、设计成本审计和完工审计制度。
(10)建立高速、专业、准确的报价体系。
(11)最终实现公司生产、运营、 财务一体化管理。
3.1.2 系统架构规划
3.2 PLM系统
3.2.1 功能和目标
PLM系统着重解决工艺设计、图纸管理、设计变更等相关管理目标,具体如下:
(1)建立统一、高效、规范的控控体系,实现企业资料的有效沉淀和有序管理。
(2)建立企业物料标准库,规范管理物料。
(3)搭建图文档管理平台和工艺信息管理平台,前端支持各类CAD数据的集成,包括常用的AutoCAD、SolidWorks等数据格式,实现对CAD数据的信息提取、在线浏览等。
(4)通过图文档管理系统平台,实现产品数据安全共享、产品结构化管理,在审批流程方面,实现电子审批。
(5)通过工艺信息管理平台,实现工艺卡片图文混排编制、工艺路线的编制,通过汇总报表实现各类BOM的输出,支撑生产。
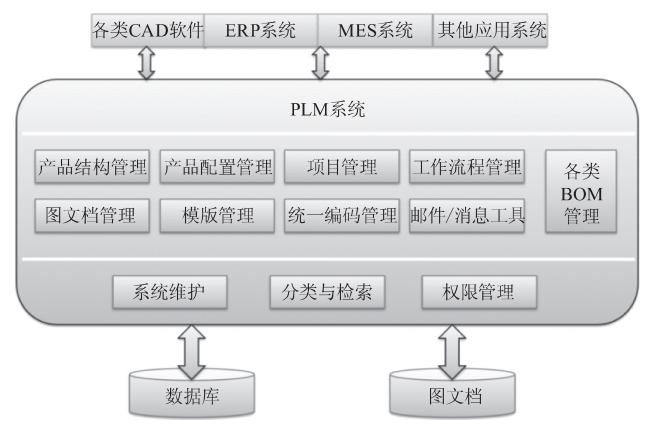
3.2.2 系统架构
3.3 MES系统
3.3.1 功能和目标
MES系统着重解决生产过程管控、防错防呆、产品质量追 溯、设备运行等相关管理目标,具体如下:
(1)全面集成。承上启下,完成公司所有与MES系统链接的信息化系统(如ERP、PLM等)、自动化控制系统(如钣金、铜排、二次裁线、产线等)和设备(如实验设备等)的无缝集成,通过MES系统整合上下游信息流,建立一个业务统一、流程顺畅、数据规范的生产管理平台。
(2)精益排程。结合ERP系统建立先进的计划体系,制定在产能和物资等资源约束条件下的详细排程计划,统一指挥控制物料、人员、流程指令和设备等工厂生产资源。
(3)自动化物流和物料管理。MES系统应覆盖部分WMS功能,并实现与自动化物流系统(如自动化立库、AGV小车等)一道完成生产物流管理,在数字化工厂内实现无人化自动物料流转,MES系统指挥和跟踪物料流动、管理物料消耗、编制物料投料计划等,同时采用工单、批次管理,实现对物料的跟踪和回馈。
(4)质量管理。质量管理以生产过程质量信息汇总和控制为核心,建立快速、高效、全过程的质量反馈、质量处理、质量跟踪控制,MES系统自动生成各类质量报告和出厂试验报告等资 料。
(5)生产过程管理。以全厂数据采集系统为基础,建立起综合监控系统,包括电子看板、SCADA系统集成、监控中心和Andon系统等,实时显示整个生产过程的各种现场数据,并按照预先设定的报警条件,出现异常情况应及时报警提醒,并采取相应的调度措施。
(6)设备管理。对生产车间主要生产设备的使用频率、运行状况、工时、标准、定额、能耗、产能等有关信息进行采集和分析,对设备进行全面的运筹管理,以达到保持设备完好率、充分发挥其效能的目的。
(7)统计分析。对实时数据进行统计分析,通过对大量数据的综合分析,可以对生产运行情况进行有效评价,为优化组织、提高产量质量、提高设备保障能力、降低生产成本提供强有力的手段,如员工绩效管理、核算计件工资、设备效率分析等。
(8)移动化应用。支持手机、PDA等移动终端,实现移动端的派工报工、接料发料、数据录入、生产进度跟踪、实时统计分析展示等。
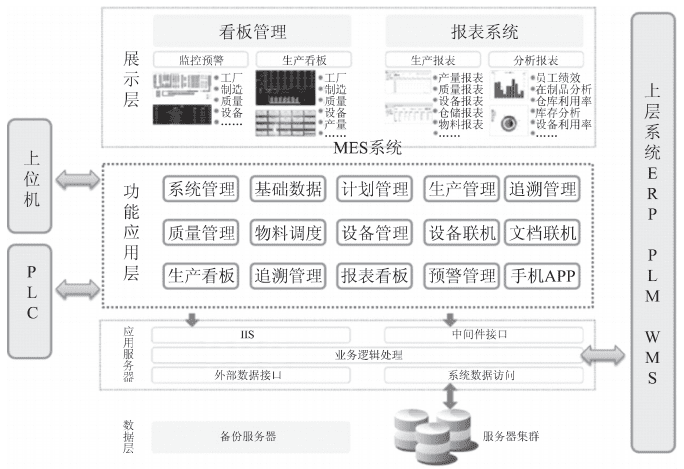
3.3.2 系统架构
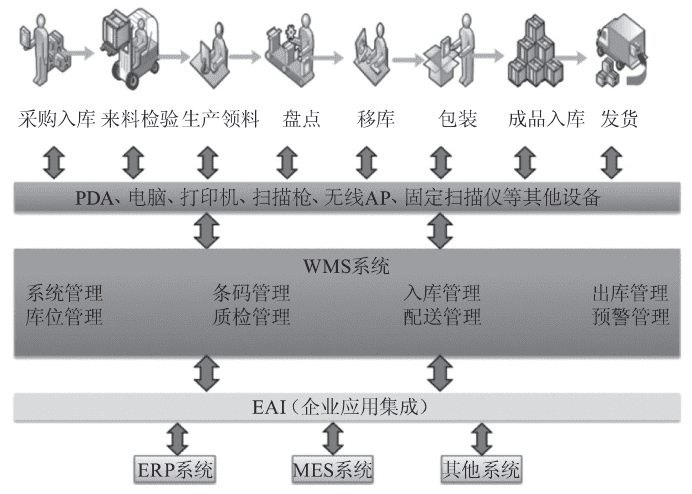
3.4 WMS系统
3.4.1 功能和目标
WMS系统着重解决实物仓储、出入库、物料质检、组盘等相关管理目标,具体如下:
(1)实现原材料、成品、备品备件的出入库、调拨、转换、质检、在库等过程的有效的全方位管控。
(2)实现ERP系统、WMS系统及库存实物信息交互的及时性和一致性。
(3)实现账务相符、物料流转及消耗的精准追踪、多样化盘点功能应用。
(4)底层技术应用,实现自动化调度。
3.4.2 系统架构
结语
企业信息化建设可采取“总体规划、分步实施”的原则,避免出现信息孤岛,ERP、PLM、MES和WMS系统是智能工厂信息化建设的重点,各系统的架构和功能设计以及系统间数据的接口设计是信息化规划的关键,各系统应实现信息的无缝 集成和数据交互,以实现企业“智能制造”的最终目标。
翻译:
Introduction
The construction of intelligent factory information system requires the deep integration of modern management theory and intelligent manufacturing theory with the latest information technology, automation technology, network communication technology, information physical system, big data technology, cloud computing technology, etc., through scientific planning and comprehensive integration of enterprise equipment unit, production monitoring, manufacturing execution, enterprise management, design and development and other systems. Finally, the intelligent factory composed of intelligent design, intelligent management, intelligent production and intelligent decision-making is built.
01 Planning Scope
Planning and construction based on the main business systems required for smart factories are mainly:
(1) ERP (Enterprise Resource Planning System) : It is the core system of enterprise informatization, managing sales, production, procurement, warehouse, quality, cost accounting, etc.
(2) PLM (Product life Cycle Management System) : It is responsible for the management of product design drawing documents, design process, design changes, and engineering configuration, providing the most important data source BOM table for ERP system, and the most important data source process route file for MES system.
(3) MES (Manufacturing Execution System) : It is responsible for the digital management of the production process in the workshop, to achieve the deep integration of information and equipment, and to provide complete, timely and accurate production execution data for the ERP system, which is the basis of smart factories.
(4) WMS (Warehouse Management System) : it has functions such as warehousing business, warehousing business, warehouse transfer, etc. It receives incoming and outgoing bill of materials from ERP system and incoming and outgoing warehouse instructions from MES system, collaborates with AGV car to complete the automation of material distribution, and realizes the unified warehousing information management of three-dimensional warehouse and planar warehouse.
02 Overall structure of intelligent factory informatization
Based on the support of enterprise series standards and enterprise-level information security requirements, under the support of information physical integration system (CPS), six systems of intelligent design, intelligent product, intelligent management, intelligent service, intelligent production and intelligent decision are constructed.
Among them, enterprise facilities, equipment, organizations and people are interconnected through the service network and the Internet of Things, and computers, communication systems and perception systems are integrated to realize safe, reliable, real-time and coordinated perception and control of the physical world. At the same time, through the enterprise Information portal (EIP) to achieve horizontal integration with customers, suppliers, partners (such as collaborative commerce and information sharing), and to achieve vertical integration within the enterprise (such as business collaboration between different systems).
Figure 1 Overall framework of intelligent factory
The overall framework of the constructed intelligent factory is shown in Figure 1. According to the planning scope and construction requirements of the information system, this paper builds an information system architecture that conforms to the business characteristics of the enterprise by referring to the overall framework of the intelligent factory, as shown in Figure 2.
Figure 2 Information system architecture
03 Main contents of information system planning
3.1 ERP System
3.1.1 Functions and objectives
ERP system focuses on solving the material ledger, contract, plan, procurement, cost and other related management objectives, as follows:
(1) Improve management concepts. From qualitative management to quantitative management; From a single functional management to resource management.
(2) Rationalize the management process. Rationalize and formulate the production management process for single-piece small-batch processing and assembly enterprises, standardize all kinds of bills in the production process, and formulate corresponding operating systems and regulations according to the job description.
(3) Realize material distribution and establish a missing parts alarm system. Turn the warehouse of requisition into the warehouse of distribution, do the analysis of missing parts before assembly, and implement the alarm system of missing parts.
(4) Effective control of inventory. Put forward the management idea of matching inventory, and try to reduce the proportion of long and short parts in inventory.
(5) Reduce costs. Reduce the production cost from the quota of materials, control inventory, shorten production cycle and so on.
Functions and objectives
(6) Shorten the production cycle. By improving the reaction speed of design and production to engineering changes, improving the integration rate of materials in assembly, reducing the time of stoppage and waiting for materials in production and assembly, and shortening the procurement cycle, the production cycle of finished products is shortened.
(7) Establish a production predictability mechanism, including sales forecasting, inventory forecasting, missing parts forecasting, production process forecasting, customer order delivery time forecasting, procurement arrival time forecasting, production cost forecasting, etc.
(8) Establish a production plan control and feedback system to achieve closed-loop management of various production plans.
(9) Establish a price management and multi-level cost control system. Establish the benchmark price management system of raw materials, the fixed cost price of spare parts/outsourced parts, the actual cost calculation system of contracts, etc., and form a sound sales quotation audit, purchase contract price audit, design cost audit and completion audit system.
(10) Establish a high-speed, professional and accurate quotation system.
(11) Finally realize the integrated management of production, operation and finance of the company.
3.1.2 System Architecture Planning
3.2 PLM System
3.2.1 Functions and Objectives
PLM system focuses on process design, drawing management, design changes and other related management objectives, as follows:
(1) Establish a unified, efficient and standardized control system to achieve effective precipitation and orderly management of enterprise data.
(2) Establish the enterprise material standard library and regulate the management of materials.
(3) Build a drawing document management platform and process information management platform, and the front-end supports the integration of various CAD data, including commonly used AutoCAD, SolidWorks and other data formats, to achieve information extraction and online browsing of CAD data.
(4) Through the graph document management system platform, product data can be securely shared and product structured management can be achieved. In terms of approval process, electronic approval can be realized.
(5) Through the process information management platform, realize the preparation of process cards and pictures, the preparation of process routes, and realize the output of various Boms through summary reports to support production.
3.2.2 System Architecture
3.3 MES System
3.3.1 Functions and Objectives
MES system focuses on solving the production process control, error prevention, product quality tracing, equipment operation and other related management objectives, as follows:
(1) Full integration. To complete the seamless integration of all the information systems (such as ERP, PLM, etc.), automation control systems (such as sheet metal, copper bar, secondary cutting wire, production line, etc.) and equipment (such as experimental equipment, etc.) linked to the MES system, integrate the upstream and downstream information flow through the MES system, and establish a unified business, smooth process, and standardized data production management platform.
(2) Lean scheduling. Establish an advanced planning system based on ERP system, develop detailed scheduling plans under resource constraints such as production capacity and materials, and uniformly command and control factory production resources such as materials, personnel, process instructions and equipment.
(3) Automated logistics and material management. The MES system should cover part of the WMS functions, and realize production logistics management together with automated logistics systems (such as automated warehouse, AGV car, etc.), realize unmanned automatic material flow in the digital factory, MES system commands and tracks material flow, manages material consumption, and makes material feeding plans, while adopting work order and batch management. To achieve material tracking and feedback.
(4) Quality management. Quality management to the production process quality information summary and control as the core, the establishment of fast, efficient, the whole process of quality feedback, quality processing, quality tracking control, MES system automatically generates all kinds of quality reports and factory test reports and other materials.
Functions and Objectives
(5) Production process management. Based on the data acquisition system of the whole plant, a comprehensive monitoring system has been established, including electronic Kanban, SCADA system integration, monitoring center and Andon system, etc., to display all kinds of on-site data of the entire production process in real time, and according to the pre-set alarm conditions, abnormal situations should be alerted in time, and corresponding scheduling measures should be taken.
(6) Equipment management. Collect and analyze the information about the use frequency, operation status, working hours, standards, quotas, energy consumption and production capacity of the main production equipment in the production workshop, conduct comprehensive operation and management of the equipment, so as to achieve the purpose of maintaining the good rate of the equipment and giving full play to its efficiency.
(7) Statistical analysis. Statistical analysis of real-time data, through the comprehensive analysis of a large number of data, can effectively evaluate the production operation situation, to optimize the organization, improve production quality, improve equipment support ability, reduce production costs to provide powerful means, such as employee performance management, accounting for piecework wages, equipment efficiency analysis, etc.
(8) Mobile applications. Support mobile phones, PDAs and other mobile terminals, to achieve the mobile end of the dispatch report, receiving materials, data entry, production progress tracking, real-time statistical analysis and display.
3.3.2 System Architecture
3.4 WMS System
3.4.1 Functions and Objectives
The WMS system focuses on solving the related management objectives of physical storage, inbound and outbound storage, material quality inspection, and disk organization, as follows:
(1) To achieve effective and comprehensive control of raw materials, finished products, spare parts, warehousing, transfer, conversion, quality inspection, warehousing and other processes.
(2) Realize the timeliness and consistency of ERP system, WMS system and inventory physical information interaction.
(3) To achieve accounting compliance, accurate tracking of material flow and consumption, and application of diversified inventory functions.
(4) Application of underlying technology to achieve automated scheduling.
3.4.2 System Architecture
peroration
Enterprise information construction can adopt the principle of “overall planning, step-by-step implementation” to avoid information islands. ERP, PLM, MES and WMS systems are the focus of intelligent factory information construction. The architecture and function design of each system and the interface design of data between systems are the key to information planning. To achieve the ultimate goal of enterprise “intelligent manufacturing”.
本文由数字化转型网(www.szhzxw.cn)转载而成,来源于数字化老兵aloha;编辑/翻译:数字化转型网小汤圆。

免责声明: 本网站(https://www.szhzxw.cn/)内容主要来自原创、合作媒体供稿和第三方投稿,凡在本网站出现的信息,均仅供参考。本网站将尽力确保所提供信息的准确性及可靠性,但不保证有关资料的准确性及可靠性,读者在使用前请进一步核实,并对任何自主决定的行为负责。本网站对有关资料所引致的错误、不确或遗漏,概不负任何法律责任。
本网站刊载的所有内容(包括但不仅限文字、图片、LOGO、音频、视频、软件、程序等) 版权归原作者所有。任何单位或个人认为本网站中的内容可能涉嫌侵犯其知识产权或存在不实内容时,请及时通知本站,予以删除。


